

/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Les joints d'étanchéité.
Le moment des premiers essais à la vapeur approche et il faut que je rende étanche toute la mécanique soumise à la vapeur .

Pour faire les joints j'utilise du papier spécial huile et vapeur de 15/100e d'épaisseur . Pour le tracage du contour la bonne vielle méthode des doigts sales reste d'actualité .

Les trous sont fait à l'emporte pièce sur un morceau de sol plastifié. Le contour est découpé aux ciseaux .

Avant sa mise en place le joint est imbibé d'huile .

Même principe pour les joints circulaires qui se montent sur un épaulement , je commence par la découpe du centre puis je trace les trous et le contour extérieur .

Le poinçonnage des trous .

Le coup de ciseaux final .
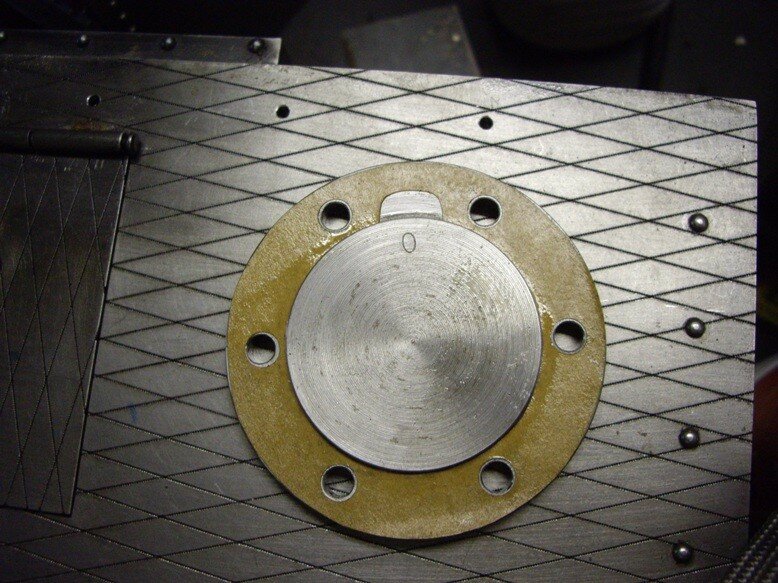
Et voici un joint bien huilé prêt à être monté .

Je me suis fait un petit emporte pièce pour les trous de 3,5 mm . Il est fait dans une vis CHC de 5 mm tournée au bon diamètre au bout et percée au foret à centrer jusqu'à obtenir une arrête vive . Comme il s'agit d'une vis classe 12.9 il est facile de faire une trempe pour durcir le bout .
Les pipes d'échappement.
Il y a un petit moment maintenant j'avais fais les pipes d'admission en réalisant une petite cintreuse spécifique au diamètre 10 mm . Comme il y a moins de pression à l'échappement et que je n'ai pas envie de refaire une cintreuse pour du 12 mm je décide de changer de méthode .

Je vais utiliser une clarinette du commerce que je vais braser à un morceau de tube .

Le morceau coupé de la clarinette est fraisuré et le tube est tourné conique . Cela donne un peu plus de surface de collage à la brasure et en plus ça centre les deux pièces l'une par rapport à l'autre.

Une bonne brasure à l'argent à gauche et la même finie à droite .

Le cordon de soudure est limé puis poncé , cherchez le joint !

Bien sur comme la pièce était trop longue il faut l'ajuster pour qu'elle prenne sa place . Il reste à braser les brides .
Le tube d'alimentation vapeur .

Il est brasé dans le raccord du haut et serré dans un raccord à olive en bas pour que cela reste facilement démontable .



/https%3A%2F%2Fstorage.canalblog.com%2F73%2F81%2F123286%2F128157082_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F79%2F37%2F123286%2F127706563_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F33%2F05%2F123286%2F125278557_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F76%2F36%2F123286%2F125150576_o.jpg)