

/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Le moteur de la Pécard
Dans la rubrique moteur je vais y caser tout ce qui permet de transformer la vapeur en force mécanique .
Le cylindre
La pièce grandeur est moulée en fonte et est assez complexe au niveau des formes intérieures qui servent au cheminement de la vapeur.
Pour des questions pratiques je vais la faire en mécamosoudure.





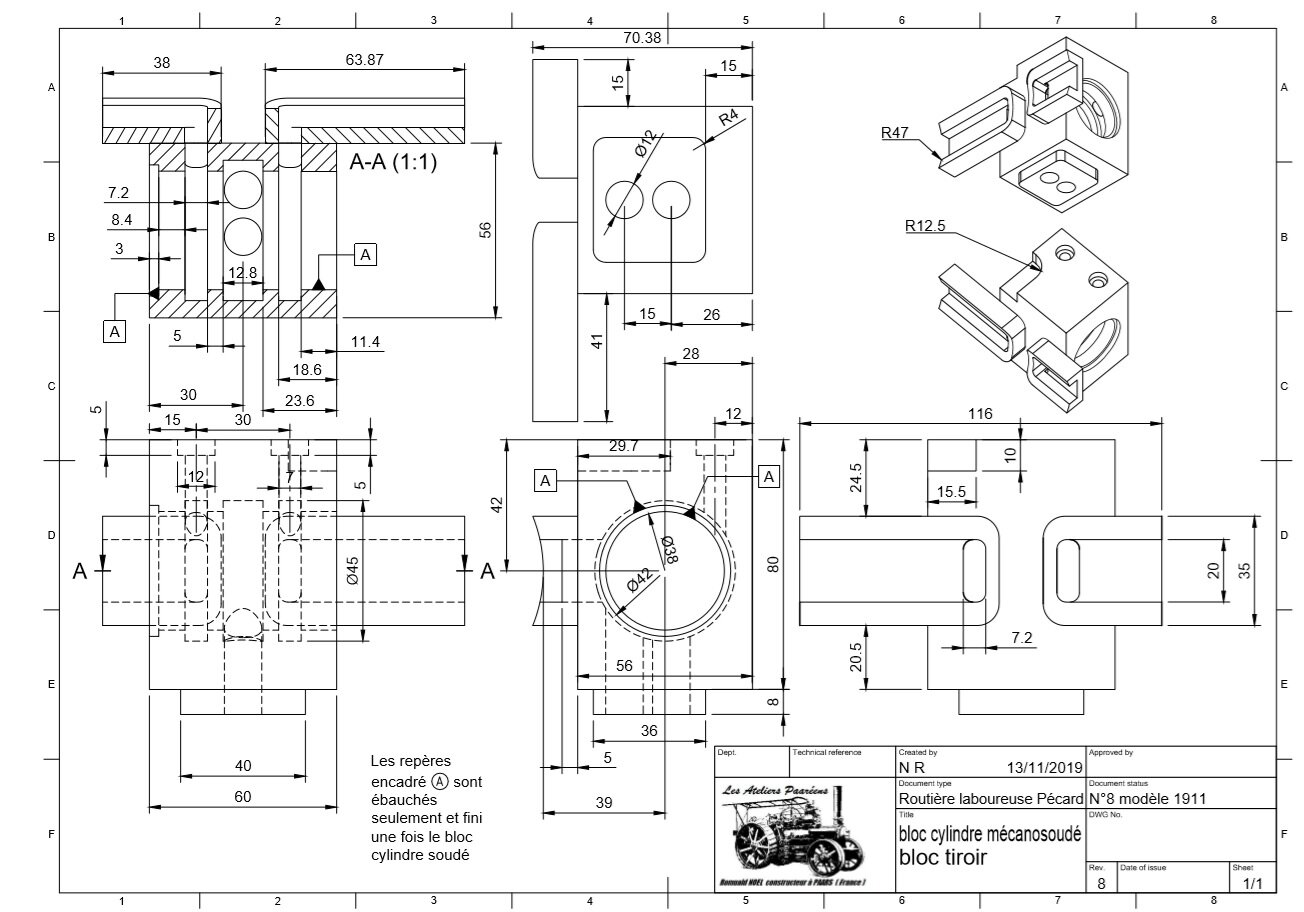
ce plan de la version de 1906 n'est pas à jour pour le modèle que je réalise mais on va recouper les informations et faire les modification correspondantes au modèle 1911




Ici le plan de la version 1910 avec le bossage pour la portée des soupapes à eau en haut à gauche , auparavant elles étaient sur le couvercle de boite à vapeur.
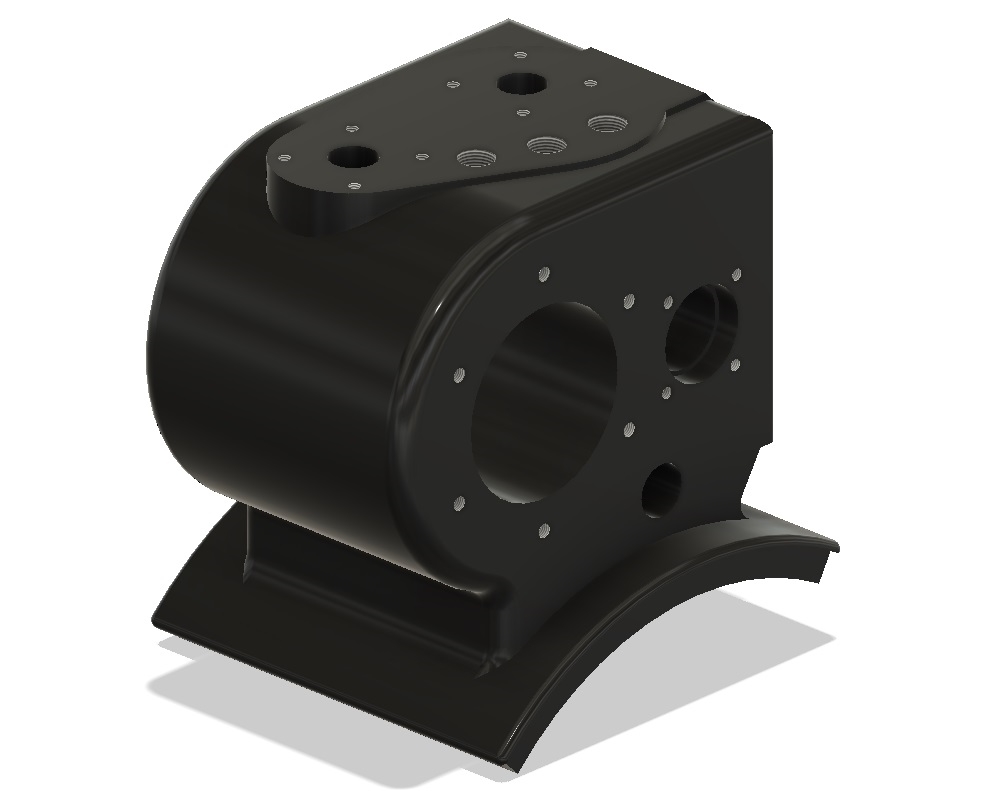
J'ai d'abord dessiné le bloc comme s'il était en fonderie pour avoir toutes les formes tel qu'elles devraient être pour ensuite faire un dessin pour une réalisation en ensemble soudé .

Les plans sont fait en tenant compte d'une réalisation simple et des matériaux dont je dispose.
La chemise du cylindre .


La chemise du cylindre est faite dans du rond de 75/95

Le bloc tiroir.
Le brut est un bloc de 105x95x120.
On peut faire en soudant les conduites de vapeur pour minimiser la taille des bruts , je choisis l'option tout dans la masse pour ne pas avoir a souder.
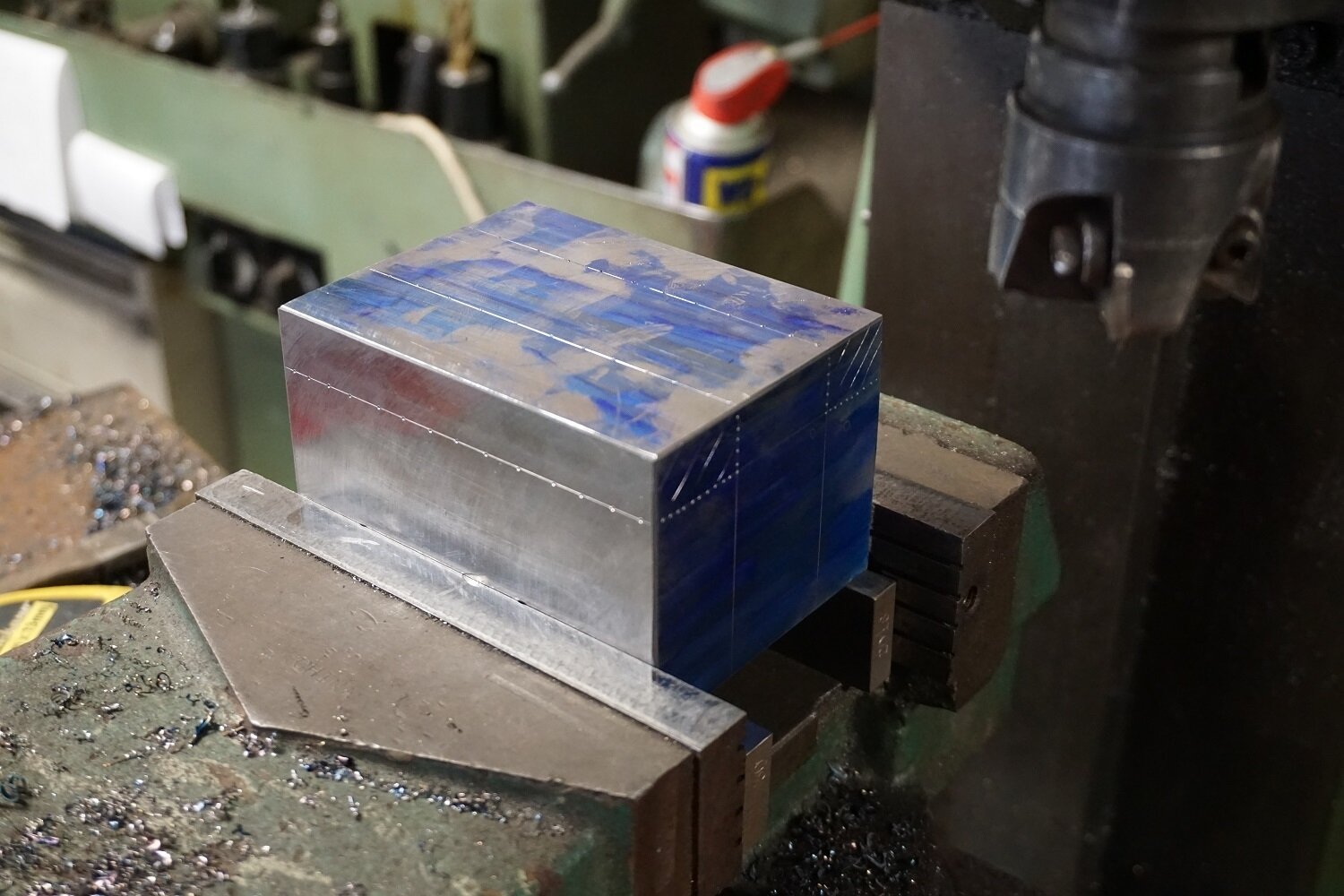
Après une mise en prisme aux cotes extérieur les épaulements peuvent être fait , comme à mon habitude je fais un traçage qui est simple à suivre.


Pointage du trou du tiroir.

Le trou est ébauché à 24mm

ensuite il est élargi à 34mm en position horizontale par ce que ça ne passe pas en vertical , je vais me raisonner et ne pas chercher une fraiseuse plus grosse , ce n'est pas l'envie qui manque....... c'est la place.

le trou est calibré à 35mm , c'est une côte d'ébauche qui sera finie une fois le bloc cylindre soudé .

Les gorges de passage de la vapeur sont faites avec la tête à aléser en utilisant l'avance radiale automatique .

La portée pour la chemise est usiné au diamètre 94.

fraisage des passages de vapeur .

ça y est , les lumières sont faites et elles débouches bien dans les gorges .

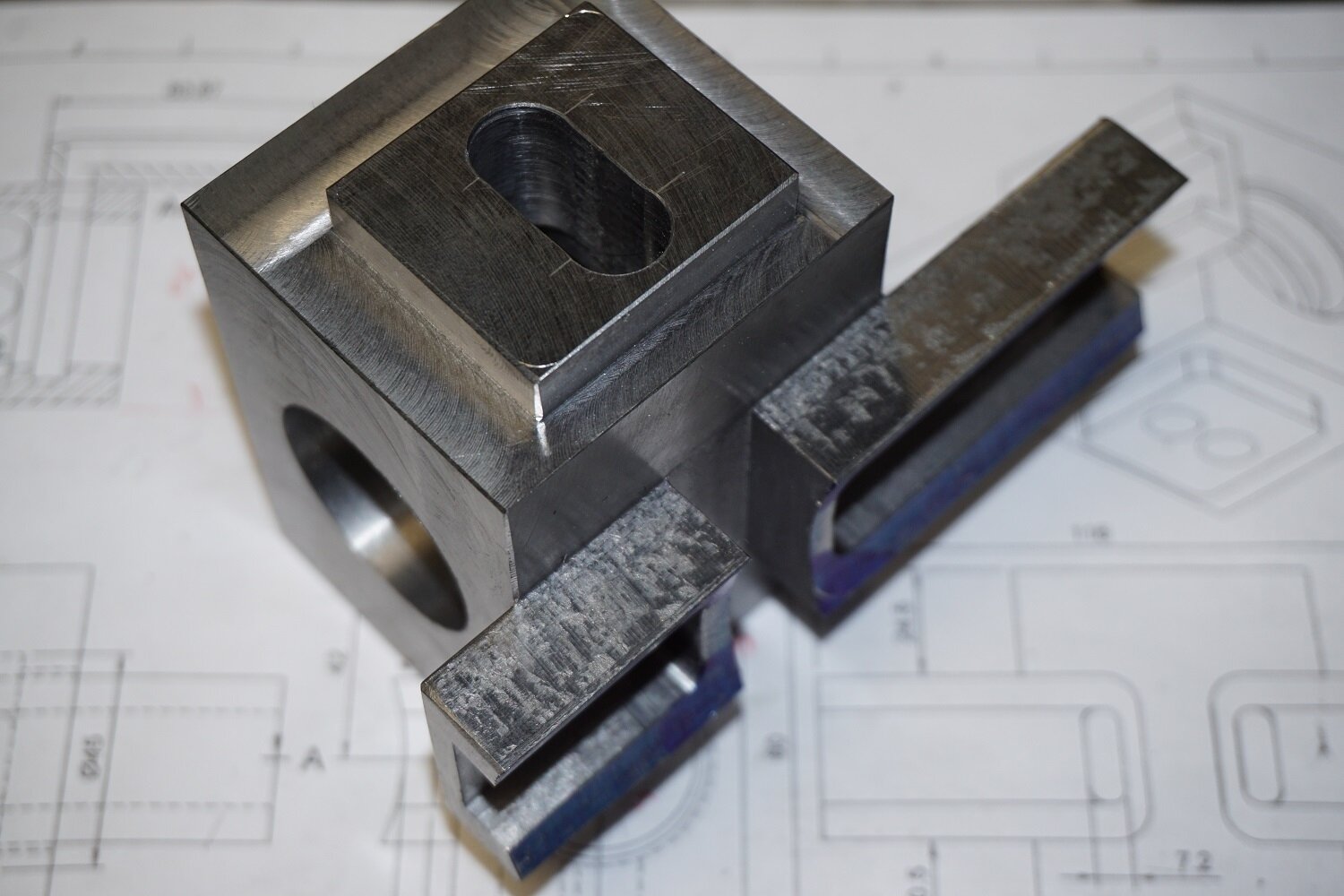
J'ai fait la lumière d'échapement en forme de oblong à la place des deux trous pour limiter les perturbations des gaz.

ces deux bagues servent à l'étanchéité de la jointure du bloc tiroir et du bloc soupape à eau. Elles sont emmanché serré avec du loctite blocpresse 638 , cette colle est sensé résister à la température du cylindre en fonctionnement.

le bloc des soupapes à eau est seulement percé du logement des bagues d'étanchéite , le trou final sera fait après soudure complète du cylindre.

positionnement à blanc de la chemise et du bloc tiroir.

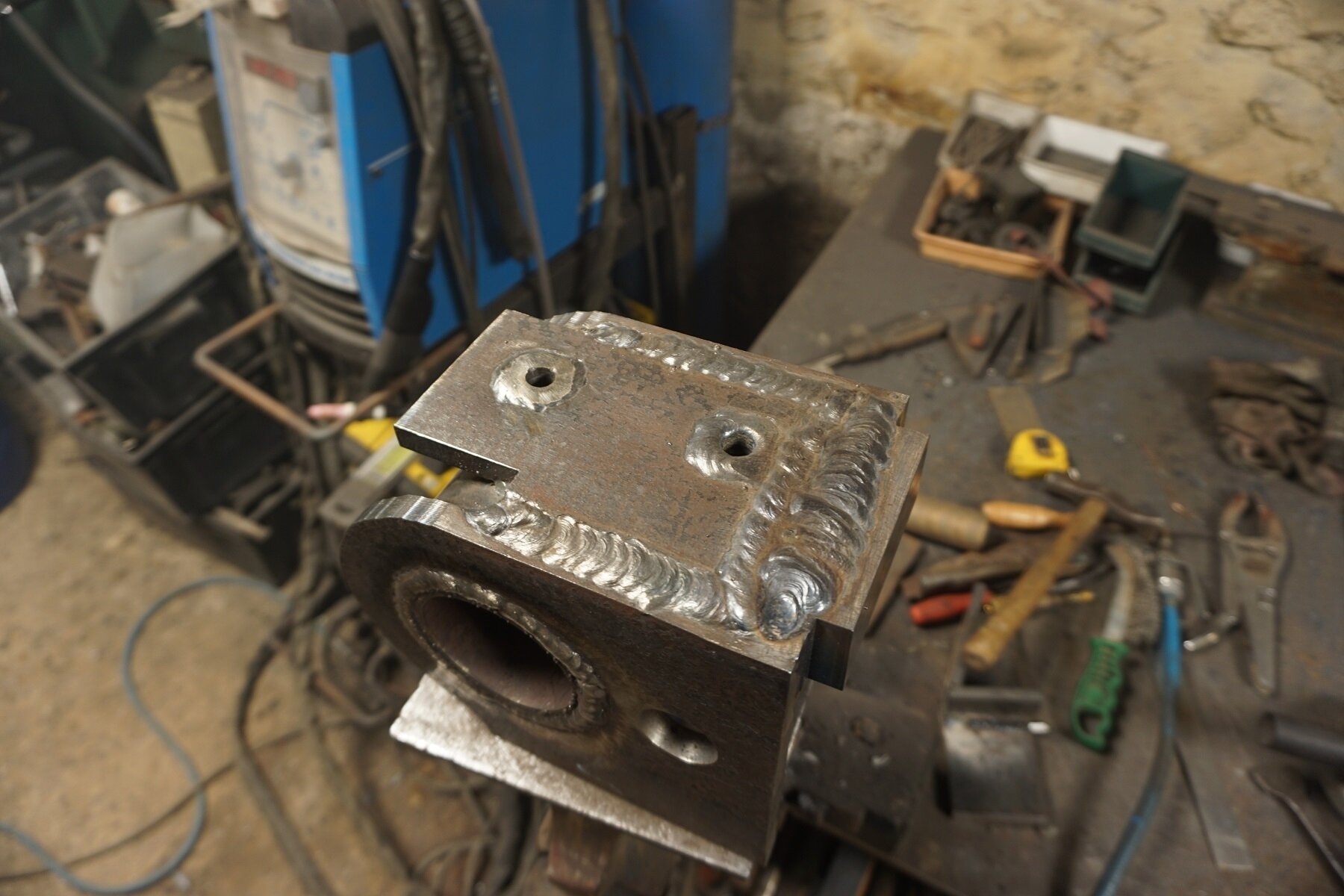
ça y est , cet ensemble est fini , il va pouvoir être soudé sur la chemise .
Les flancs du cylindre .


Les flancs du cylindre en tôle de 12mm sont tirés d'un HEB 180 , c'est pas pour une raison particulière mais tout simplement par ce que je l'ai il faut bien l'utiliser un jour .

Le HEB est séparé en deux au plasma .

ensuite une face est dressée.

les deux flancs sont soudés ensemble face usiné contre face usiné . L'alésage de 93 est ébauché à la fraise ravageuse en suivant le tracé par mouvement simultané des deux axes . Les chants du haut et de l'arrière sont usinés comme face de référence.

Le trou du passage du tiroir est percé à 12mm .

ensuite il est élargi par tréflage à la fraise de 20 mm.

les alésages sont maintenant fini à la tête à aléser

Le chanfrein de pénétration de soudure est fait sur le tour.

le chanfrein pour le bossage de presse étoupe est fait à la volée à la lime rotative

Le bossage fait 40mm de diamètre et dépasse de 26 mm de la tôle.

il est soudé au tig sur les deux faces .


montage à blanc pour contrôle .

le bloc tiroir est pointé sur la chemise , un tube de 35 mm sert de pige de centrage dans les alésages de 35 mm .

le sous ensemble est soudé au tig sauf pour la partie étroite entre les deux conduit qui est soudé à l'arc , la buse du tig ne passe pas.

Les flancs sont soudés à la chemise ,

la première passe au tig ,

les deux suivantes à l'arc pour remplir le chanfrein .
Les entretoises de la boite à vapeur.


Les entretoises sont faites dans l'ame du HEB utilisé pour les flancs , ça tombe bien elle fait 9 mm d'épaisseur , je vais la surfacer pour avoir un état de surface propre pour la soudure .

les deux pièces prêtes pour la soudure et le tube d'arrivée de vapeur.
L'enveloppe du cylindre.


La tôle est roulée par croquage.

ça tombe bien , le diamètre intérieur est de 124mm , c'est un disque à meuler qui sert de calibre.


La forme est ajustée en largeur pour passer entre les deux flancs .

Juste un petit rappel , c'est toujours la version pdf téléchargeable qui donne la dernière version du dessin (Vx , cercle rouge ) par rapport à l'indice de l'image visible sur le blog ( flèche )

je fais un tracé du profil sur une tôle pour pouvoir reporter les côtes de longueur sur l'enveloppe.
On vit une époque formidable , je vais sur le site de romubricoltout pour télécharger les plans , j'ai changé 5 fois d'indice en 30 minutes , j'avais oublié des côtes , cela évite d'imprimer pour rien.

L'enveloppe est mise à longueur en suivant le tracé.

le profil extérieur des flancs est ébauché à 4 mm de la côte finale .

le bossage des soupapes à eau est réduit pour y faire un chanfrein de pénétration à l'endoit où il va être soudé

Le cylindre est positionné au bon angle sur la fraiseuse horizontale pour usiner les logements des conduites de purgeur .


l'empreinte de diamètre 18 mm rentre de 5 mm dans le flanc.

elle s'arrête en tangente de la chemise

la conduite est chanfreinée à son extrémité pour faciliter la soudure .

La première passe de soudure est faite au tig , la suite est faite à l'arc . Le chanfrein du bout est complètement rempli en plusieurs passes .


Les conduites sont plus longues que nécessaire et seront ajustés à la fin .

le couvercle qui ferme le haut du cylindre est soudé à la tôle d'enveloppe , ensuite un trou de 20mm est fait à travers les deux pièces.

un tube est soudé à cet emplacement pour l'arrivée de vapeur du régulateur .


le tube fait juste la jonction entre l'intérieur et l'extérieur du cylindre .

le trou pour le tube d'admision de la boite à vapeur qui était prévu initialement rond à été ouvert car le montage de l'ensemble était impossible sur le cylindre . C'est pas grave il faudra juste un peu plus de soudure .

des gros chanfreins de pénétration sont fait pour qu'il reste suffisamment de soudure après usinage .

dans cette zone on est en soudure d'angle simplement .
je ne sais plus combien de passes de soudure ont été nécessaires mais sil y en a pas mal .

Là seulement deux .

la plaque de l'arrière est bien chanfreinée aussi .


Le haut du cylindre est surfacé , cette face servira de référence.


le profil du bossage supérieur est tracé et le bout est fraisé en suivant le trait .

une pièce en tôle de 3 mm est soudé pour fermer le bout du bossage

le contour du bossage est fraisé au raz du trait . comme cette forme n'a pas de valeur mécanique , c'est purement de l'esthétique sui sera fini à la lime .

Je fais les pointages et les taraudages temps que la pièce est dans cette position , ca sera plus difficile une fois que la partie inférieure sera arrondie .

donc là on a , les deux taraudages en G3/8 pour les soupapes , la prise de vapeur pour le sifflet en G1/4 et les 8 taraudages M6 pour la fixation que corps de régulateur .

dans la foulée , fraisage à 45° de la portée des soupapes à eau


puis la forme en biais à 25° du dessous.

Perçage du trou de la sortie d'échapement diamètre 18 mm .

Perçage du trou de 16mm pour l'arrivée de vapeur en point bas de l'enveloppe .

Le canal de l'échapement est fait dans un morceau de tube muni d'un fond .

il est soudé en place.

la virole de l'arrivée de vapeur est soudée aussi et elle est percée /taraudée sur la fraiseuse.

deux bossages sont soudés sur l'enveloppe , ils seront là pour loger les vis de maintien de la jaquette extérieure , en attendant ils sont fraisés sur un plan parallèle à la face arrière du cylindre ainsi que les bossages des purgeurs 15mm plus bas , vous verrez plus tard pourquoi .

Deux plats sont soudés pour fermer le bas , ils sont fraisé ensuite à la bonne côte.
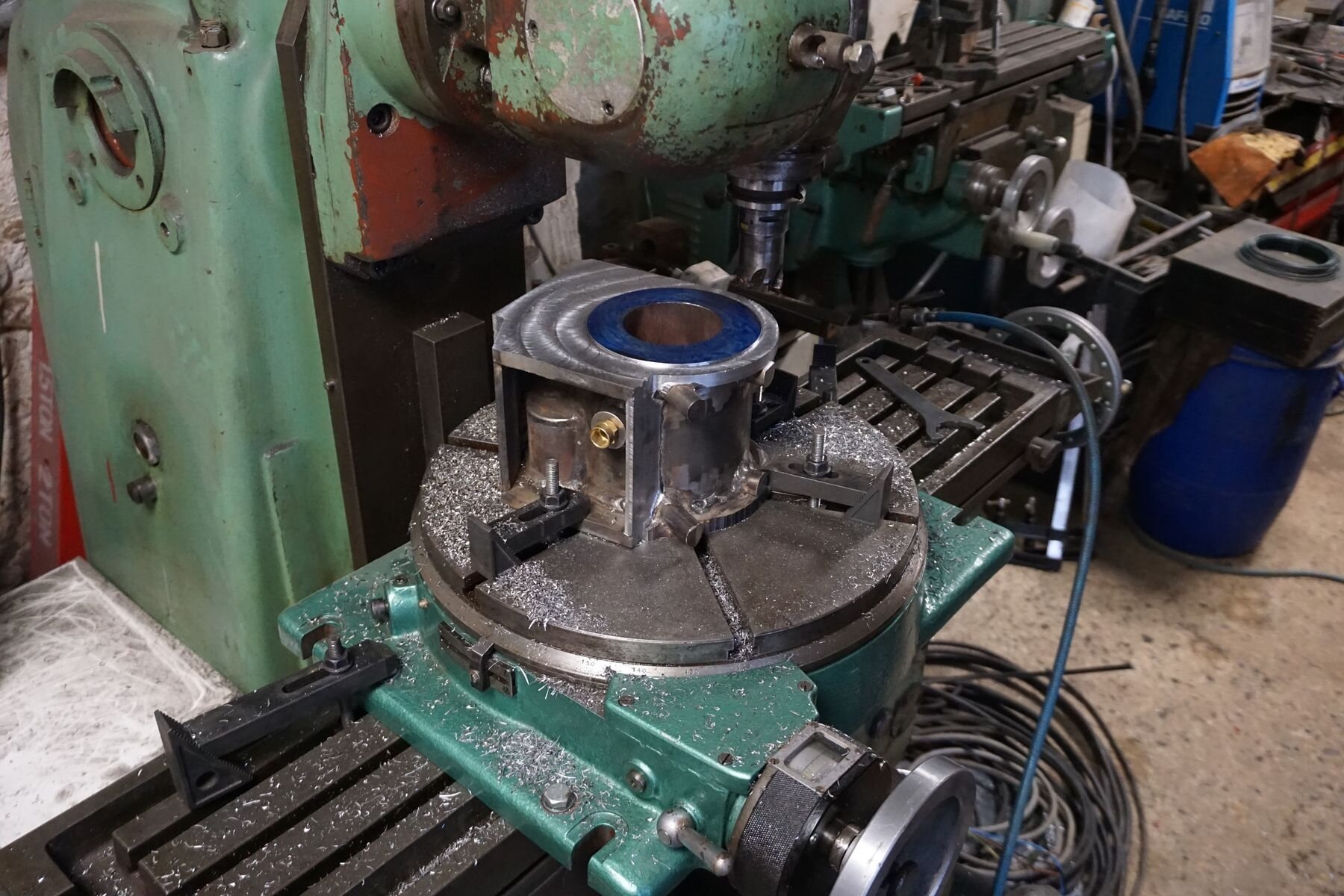
sur la table tournante on fait la finition de la courbure extérieure et l'évidement de la face avant .

pour faire les rayons je ne savait pas trop comment faire , les fraises à rayon coûtent un bras et la faire est une entreprise incertaine .
j'ai tenté le coup avec une fraise de défonceuse à bois , le rayon est annoncé à 9,5 mais il fait en réalité 10 , c'est juste ce qu'il me faut , à 400tr/min ça marche pas mal et l'arrête résiste bien .La première avait une queue de 6 et s'est voilé en prenant une passe un peu musclée c'est pas grave elle avait fait son temps . La seconde à une queue de 8 et là c'est nickel. Le roulement de guidage est retiré.

en tout cas le résultat est propre pour une fraise à deux francs six sous de chez bricotruc.

L'évidement de la face arrière est tracé et le fraisage est fait en suivant le trait pour les parties autre que le grand diamètre.



ça commence à ressembler à quelque chose .

c'est là que les bossages fraisés rentrent en action , ils servent de support pour cette phase d'usinage de la face arrière .

l'ouverture de la trappe de visite est défoncée au diamètre 80 mm .


le bossage des soupapes à eau est mis à longueur .

puis ajusté au bon angle sur sa face inférieur

évidement de la face arrière.

Le temps qu'on est réglé sur cet axe on fait les pointages des trous de fixation .


une empreinte est fraisée sur 2 mm pour le positionnement de la tôle de base.

La tôle de base est découpé dans une chute du même tube que la chaudière , un autre morceau est destiné à la boite à fumée

la découpe centrale est faite aux cotes du cylindre.

la plaque peut être soudée par le dessous

j'ai quand même fait ce cordon par l'extérieur en protégeant les parties usinées .

ces plats sont les dernières pièces soudées , j'ai fait mon petit compte et il y a en tout 27 pièces pour former le cylindre.

perçage du trou des soupapes à eau qui débouche dans le trou déjà en place.

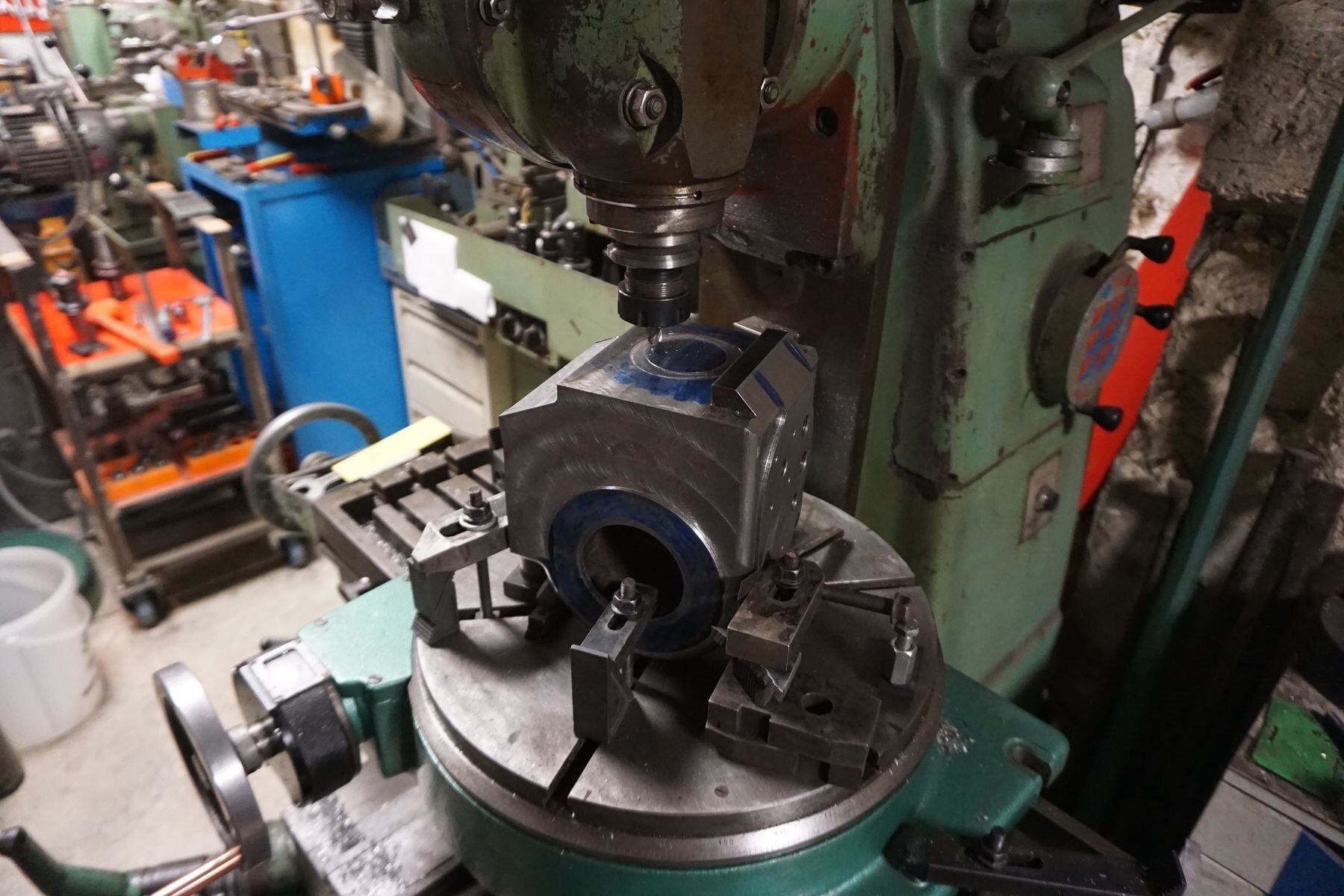
Le bloc est bridé sur la table pour faire l'usinage de l'assise et des alésages de chemise et de tiroir qui doivent être sur le même alignement

une sur-épaisseur avait été laissé pour le dressage de la face avant avec la barre d'alésage


le passage de la tige est percé puis alésé dans l'alignement du tiroir

petit montage à blanc.



 je n'ai pas beaucoup travaillé sur le cylindre ces dernier temps , j'ai fabriqué un portique pour lever les machine , je me suis séparé de ma petite fraiseuse horizontale pour faire de la place pour une autre , j'ai aussi refait le modèle du support de coulisse et un peu de fonderie ici
je n'ai pas beaucoup travaillé sur le cylindre ces dernier temps , j'ai fabriqué un portique pour lever les machine , je me suis séparé de ma petite fraiseuse horizontale pour faire de la place pour une autre , j'ai aussi refait le modèle du support de coulisse et un peu de fonderie ici
la glissière.

La glissière est une belle pièce de fonderie mais je vais la faire en mécano-soudé







le débit du brut de la partie longue dans du rond de 90mm .

le disque est fait dans de la tôle de 15mm.


le bossage de glissement est fait en utilisant le traînard du tour comme une mortaiseuse , la profondeur de passe est de 0.2mm et on fait tourner la pièce par incréments. avec du temps (beaucoup) on y arrive.

le barreau en hss de 6x6 est simplement soudé à l'arc au bout d'un fer carré de 30x30.

et voila le résultat

le bossage de fixation du presse étoupe est tourné dans un rond de 55mm puis fraisé à sa forme finale en suivant les tracés.

Le bossage terminé est prêt à être soudé sur le flasque.

joli changement de couleur après soudure.

le fût est soudé sur le flasque .

le contour extérieur est complètement usiné , j'avais laissé 2mm de sur-épaisseur partout .

Le bossage du support est soudé en place .

maintenant c'est au tour de la coupelle de graissage d'être soudé , la soudure est faite à la brasure laiton.

une surépaisseur avait été laissé pour pouvoir reprendre en finition après soudure les surfaces de glissement et celle d'appui sur le cylindre.

j'ai fait un semblant de rodage en passant une meule comme un outil à aléser , en faisant pas mal de passes très fines on arrive a quelque chose de correct. l'idéal aurait été une rectif cylindrique mais j'ai pas (encore ? )

Le fond de cylindre

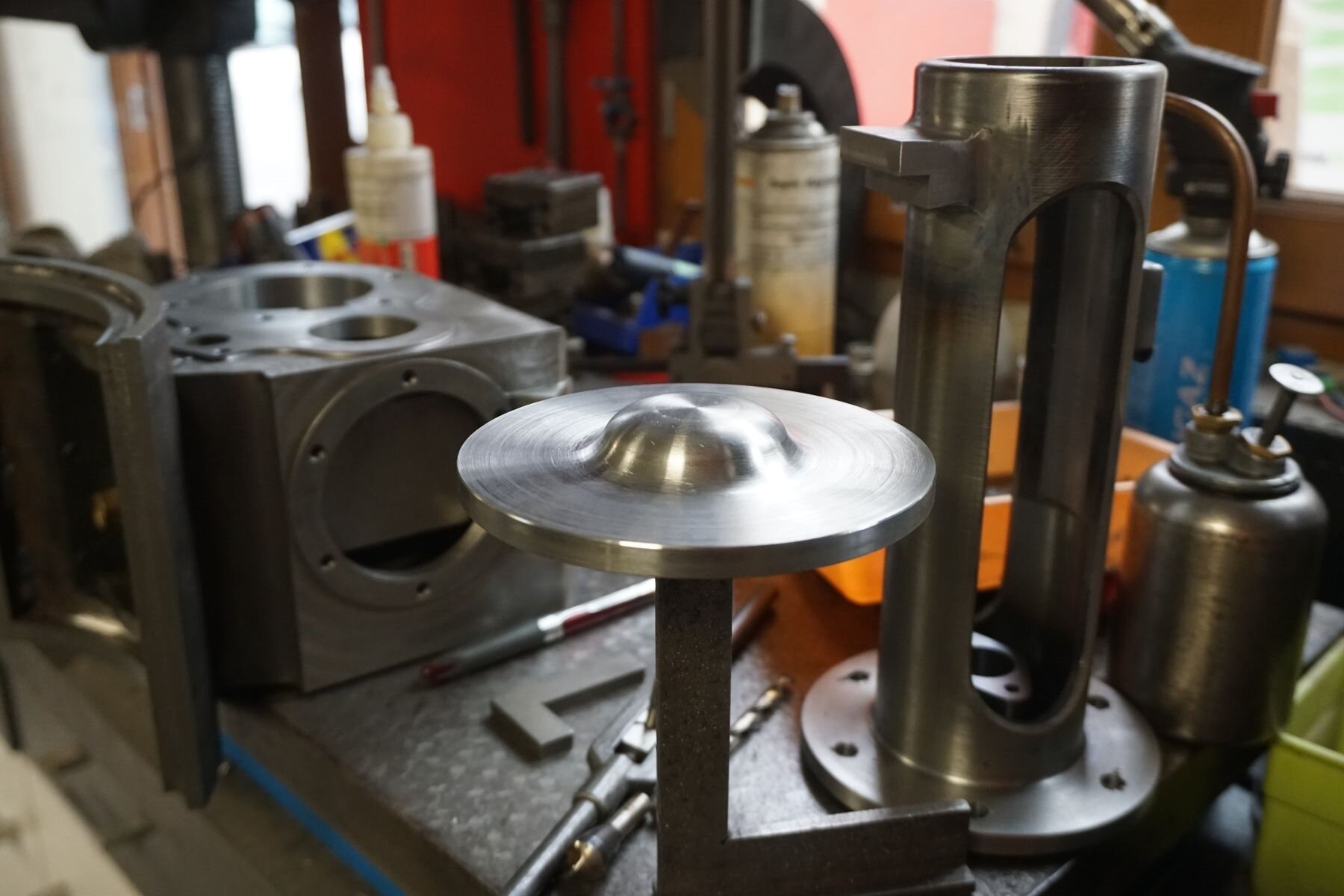

Le fond de cylindre est fait dans un disque de 23mm d'épaisseur .
Le couvercle de boite à vapeur
 couvercle_boite_vapeur_Drawing_v1
couvercle_boite_vapeur_Drawing_v1
Le couvercle est tourné avant d'être gravé sur la fraiseuse à commande numérique.

la gravure est faite avec une fraise à 30° de 0.3mm , le programme dure 2h , heureusement que cela se fait tout seul .

la profondeur des lettres est de 0.5mm. J'en ai profité pour faire aussi les pointages des trous de fixation.

le fond de tiroir




Le support de la fourche de relevage.



support_de_la_fourche_de_relevage_du_changement_de_marche_Drawing_v4

Le brut est fait en fonderie d'aluminium , les puristes vont crier au scandale mais une fois peint on y verra que du feu.

la portée de la pièce sur la chaudière est fraisé avec la tête à aléser

j'ai sorti mes cales rectifiées au centième en sapin massif pour caler la pièce , on est dans du travail de haute précision

c'est pour usiner le godet du graisseur


une broche sert de gabarit de positionnement pour le pointage des supports

normalement cette pièce est boulonnée directement sur la virole de chaudière mais j'ai retiré 10mm pour pouvoir intercaler des supports , de cette façon je ne fais pas de trous dans la chaudière .

pour faire la bague en bronze où va coulisser la tige de tiroir , je vais utiliser un jet de coulé qui me reste de mes différents essais de fonderie .

je fais aussi des bagues en acier pour le logement de l'arbre de relevage .

les bagues sont collées au blocpress


la pièce est prête pour recevoir une couche de primaire spécial alu.

puis une couche de peinture de finition , ça me plaît bien .

Le piston



Le piston est en fonte ainsi que les segments. j'ai réussi à tirer ce qu'il faut dans un bloc qui traînait dans la cour depuis une dizaine d'années , je pense que la matière à eu le temps de se stabiliser .
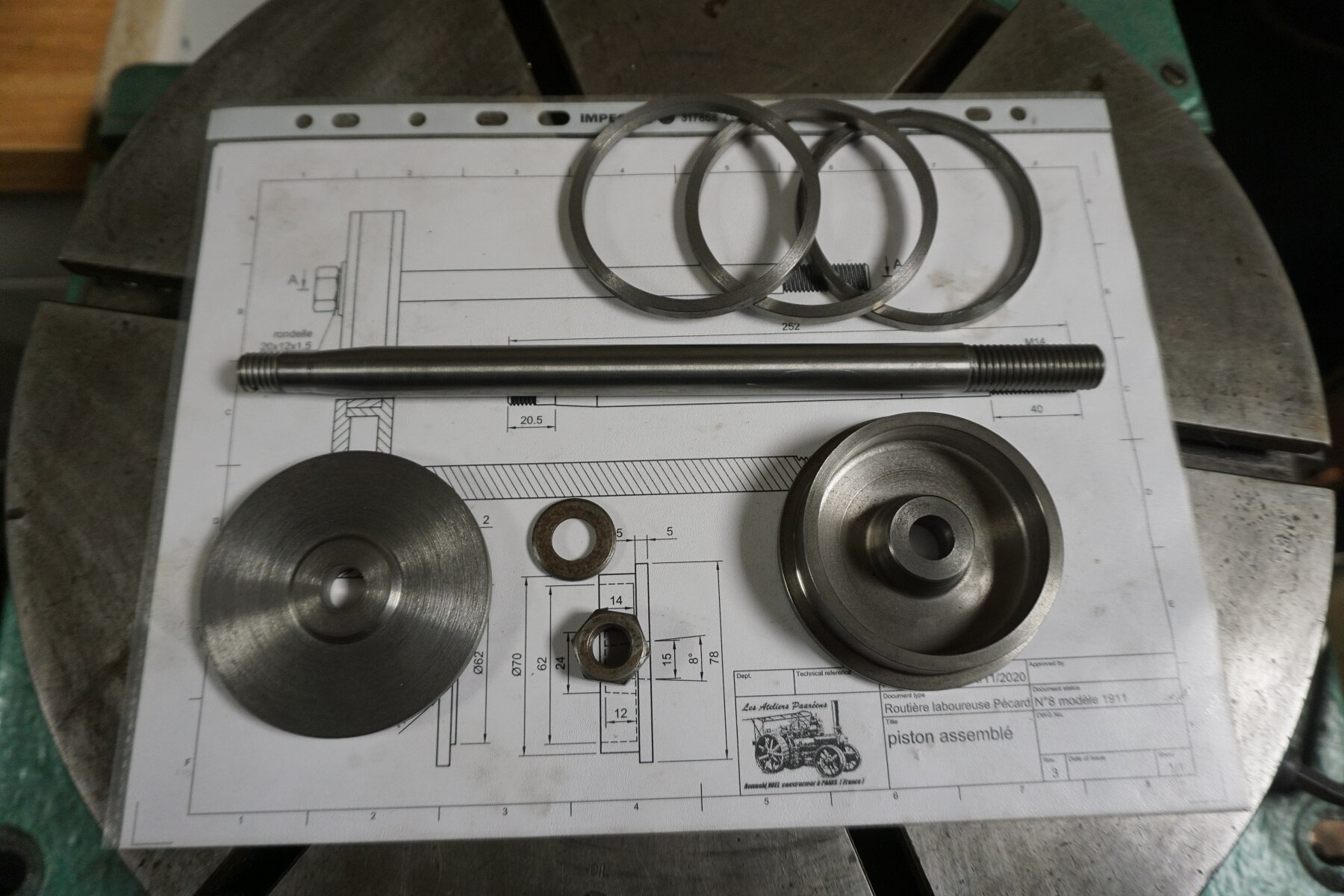
La tige est faite en stub de 15mm


Le presse étoupe de piston.


presse__toupe_tige_de_piston__Drawing_v4
le brut est fait en fonderie pour réduire la matière qui part en copeaux

le moulage est fait à la volée en creusant dans le sable , une boite de conserve sert de cadre.

la pièce moulée est assez rustique mais c'est un brut d'usinage .

La bague de fond de presse étoupe est faite en même temps , elle est sciée et sera fini après.

perçage des trous de bridage .

Le presse étoupe terminé et sa bague

Graisseur mécanique
La machine originale est équipée d'un graisseur Manzel (USA) mais je doute qu'elle soit d'origine .
Je n'ai pas trouvé les plans de cette pompe et je me suis souvenu que j'en avait une qui trainait dans l'atelier en plus c'est une fabrication française comme la Pécard , ce qui me parait plus cohérent.

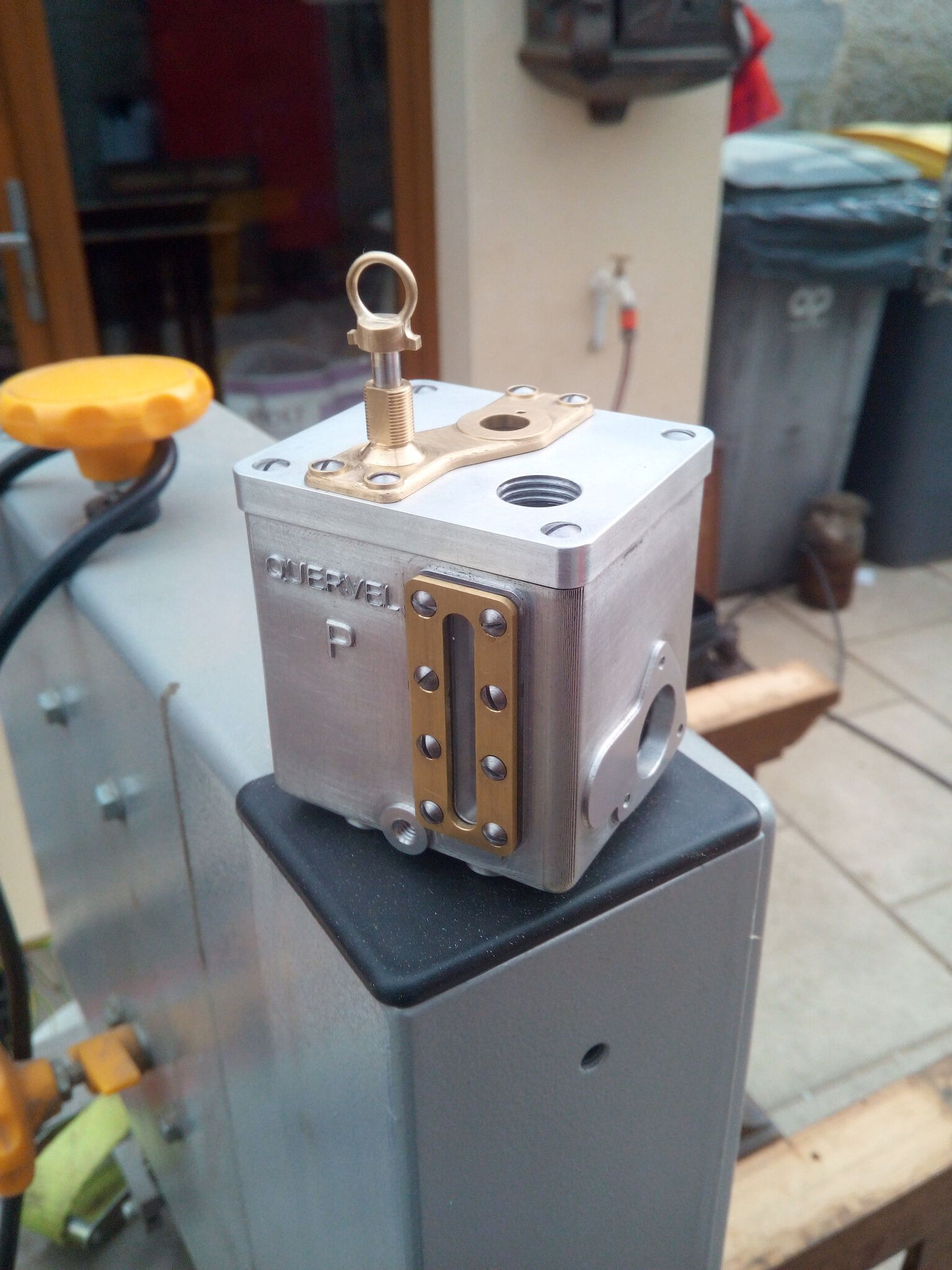
c'est un graisseur de la marque QUERVEL

créée en 1843, la société Quervel Frères distribue des lubrifiants et, nouveauté à l'époque, développe et fabrique des graisseurs mécaniques centralisés pour faciliter les ventes d'huile.
Quervel passe en 1928 sous le contrôle de Esso puis en 1952, le directeur Monsieur Rauzy rachète l'activité graisseurs mécaniques et fonde la société A.Rauzy et cie SARL.
La société VEAIRE-BROUSSET, l'autre constructeur français de graisseurs, sera absorbée en 1980.
Monsieur Rauzy décède en 1984 et Monsieur Pedemay, directeur technique depuis 1962, lui succède jusqu'en 1998. Peu après, une société internationale de distribution d'équipements pour l'industrie pétrolière rachète le fond de commerce. Ceci va permettre à la société Rauzy de se redéployer sous le nom de QUERVEL RAUZY à partir des nouveaux locaux de Colombes (92).
La fabrication des graisseurs mécaniques centralisés est progressivement complétée par une activité de distribution d'huile de graissage spéciale pour compresseur de gaz ainsi que par la commercialisation de divers accessoires et matériels pour circuits d'huile (filtres, réfrigérants... etc.)








Pour en tirer des plans elle va être démonté et cela ne lui fera pas de mal d'être nettoyé.

le système de roue libre du levier de commande

la came sur son arbre octogonal

Les joints sont en cuir

tout est là , ca représente quand même un paquet de pièces


on ne voyait même plus la marque sous la crasse.




le corps est en fonte



pour plus de facilité d'usinage je vais remplacer la fonte par de l'alu

le corps est fraisé en 6 opérations sur la fraiseuse cnc , une par face


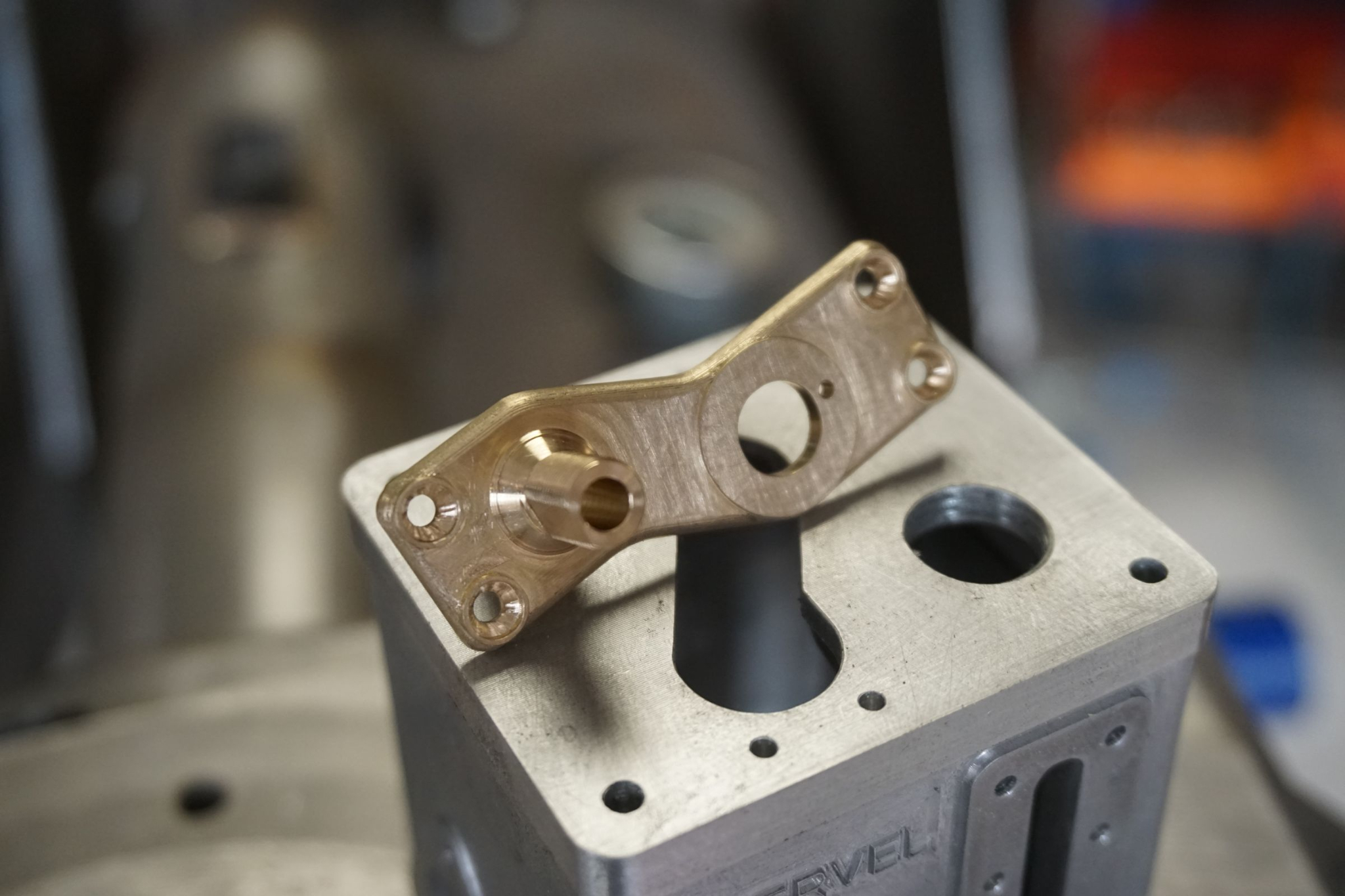
Le corps d'élément de pompe est fraisé en cnc dans un bloc de laiton

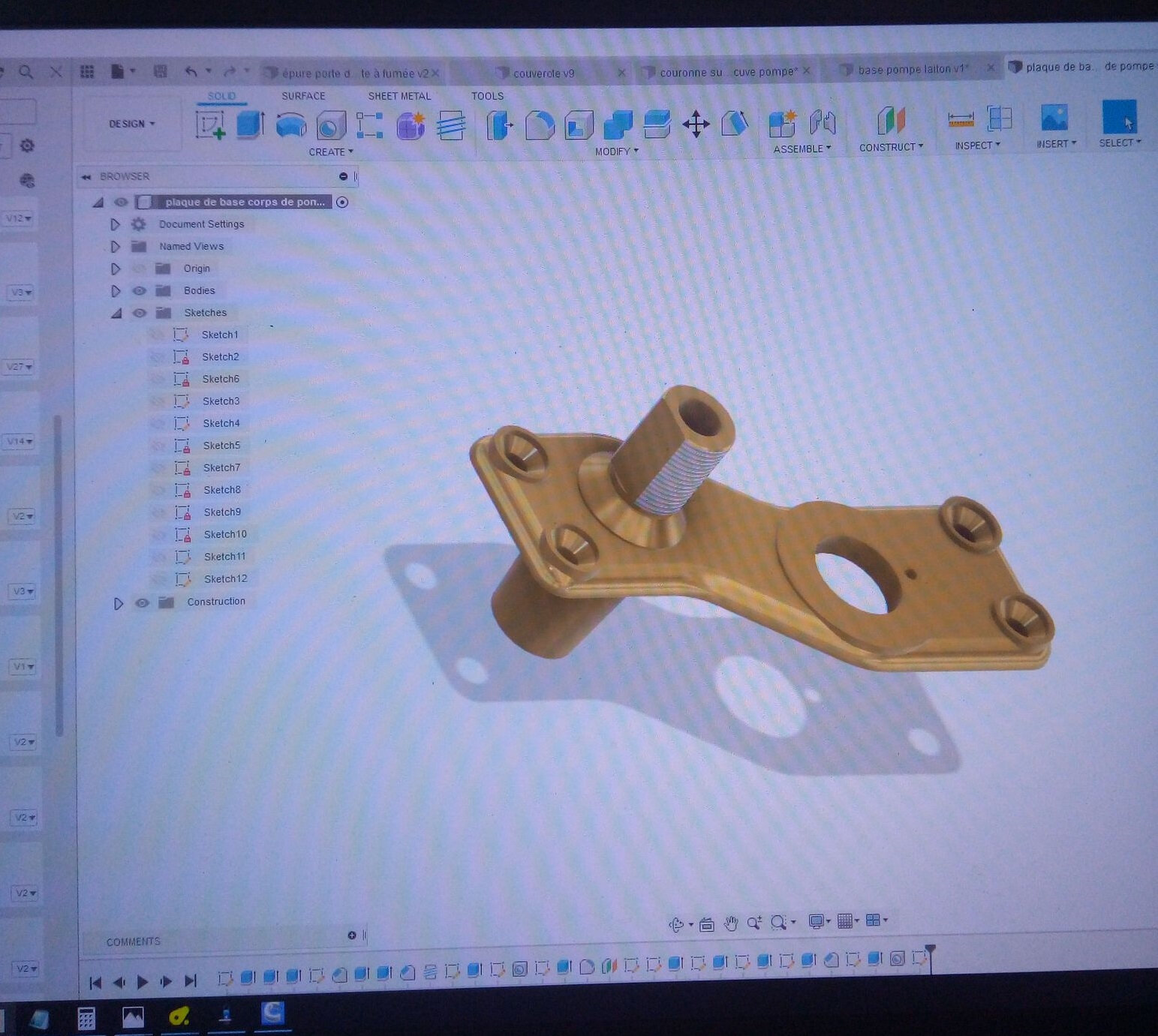
modélisation 3D avec Fusion 360
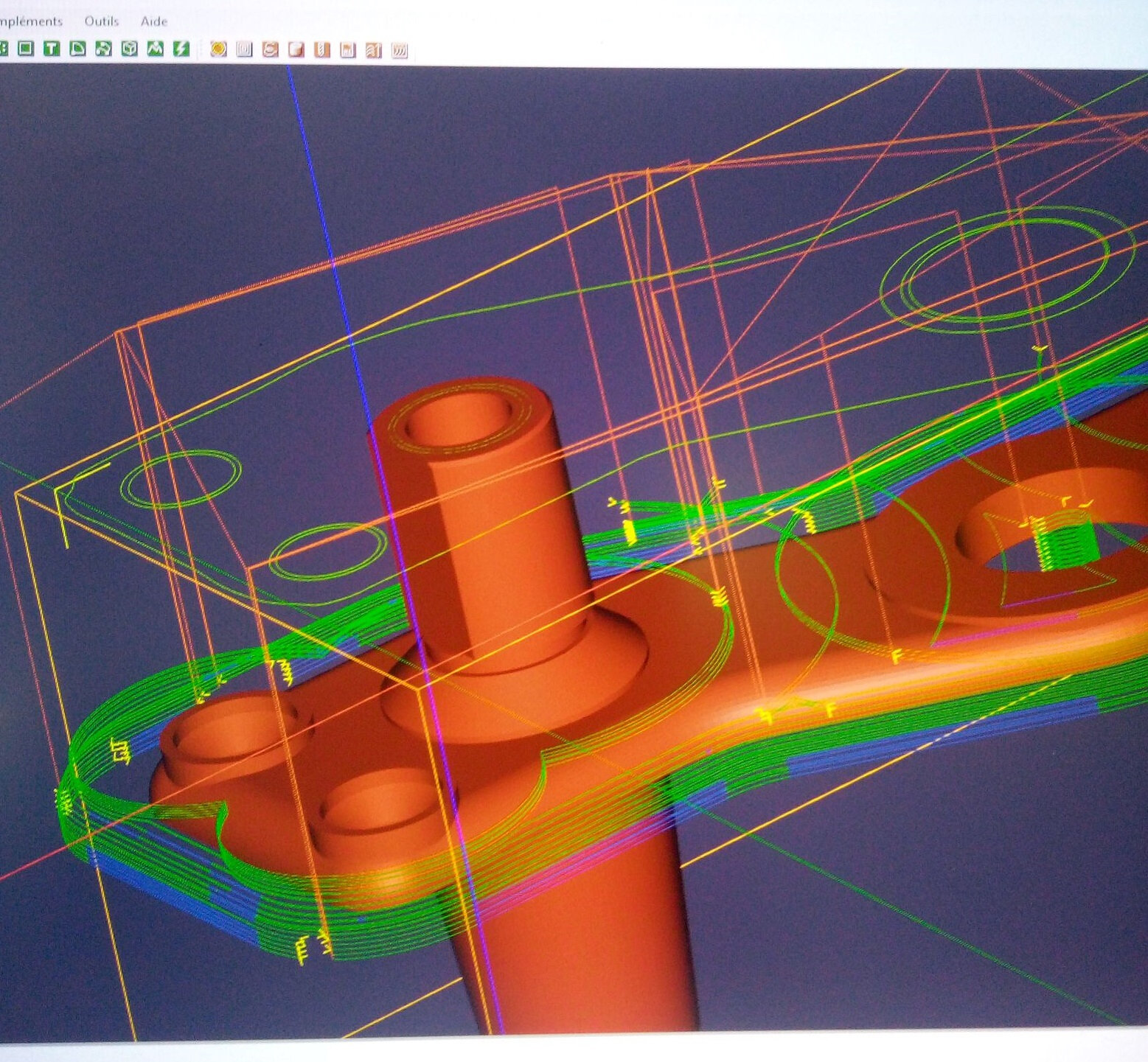
programmation avec Cambam

usinage avec linux

la première phase est terminée , la face arrière est réalisée en tournage en serrant la pièce par le téton

un air de famille





les vis de fixation sont du type à tête fendue bombée , la fente est faite sur le tour en faisant une opération de mortaisage avec le chariot transversal , c'est pas bien gros , la fente fait 0.8mm

les deux étapes de transformation de cette vis M2.5



la tête de la tirette de réglage est fraisée dans un bloc de laiton et sera brasé sur la tige


la buse de départ est pas grosse mais il y a encore plus petit dans cette pompe , j'ai l'impression de faire de l'horlogerie

l'avantage de la cnc c'est qu'en trois clic c'est fait

la fourchette


je me suis enfin décidé à faire un outil à tourner les sphères et c'est bien pratique
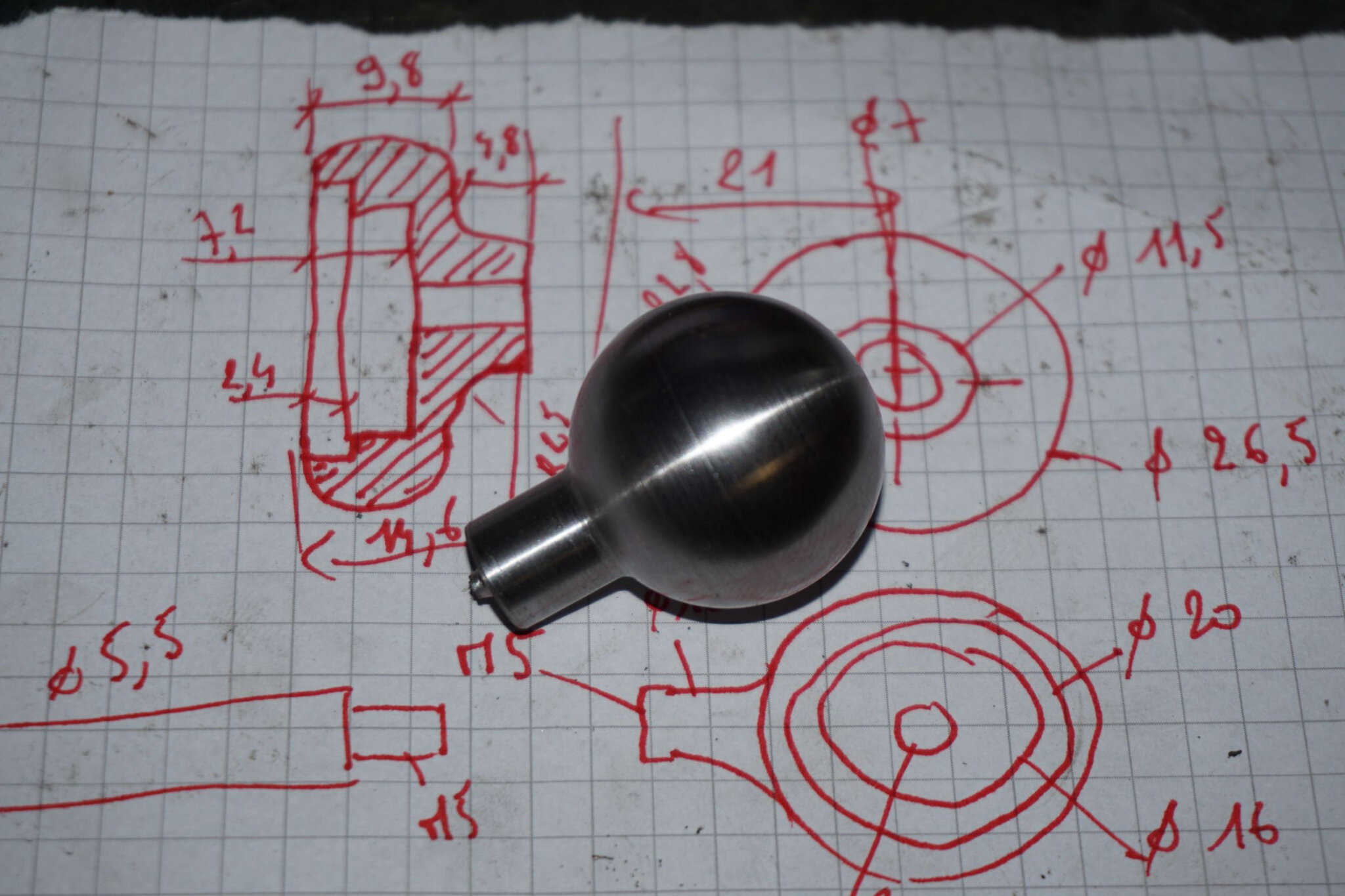

c'est pour faire le corps du système de roue libre

les moletages sont si fin que je n'ai pas réussi à les faire avec un outil à moleter classique , je les ai donc fait en gravure sur la fraiseuse en couplant l'avance et la rotation du diviseur

pour aller au bout de la réplique j'ai fait le panier filtre

le plus compliqué là dedans a été de trouver du tube en verre borosilicate de 12mm pour faire le verre de tube viseur , j'en ai trouvé au pays du soleil levant


ça marche ! la goutte d'huile monte dans l'eau qui rempli le tube.

la pompe est fonctionnelle et à l'échelle .

un nouveau jouet est arrivé à l'atelier , c'est ici.
maintenant que le tour est opérationnel je vais pouvoir faire des copeaux ...
Le coulisseau du piston





le brut est tourné cylindrique au diamètre 59mm et le taraudage M14 est fait maintenant

fraisage des deux méplats

il reste un épaulement pour l'oreille de serrage

le logement de tête de bielle est usiné aux quatre coins à la fraise de 10mm

ensuite on fait la poche

alésage du passage de l'axe de bielle.

pour faire l'oreille de serrage de la tige de piston je vais utiliser la table tournante . Elle est centrée sur l'axe de la broche ,ensuite j'utilise un pion que je place dans le trou de la pièce et là je peux brider l'étau sur la table tournante , tout est aligné facilement.

fraisage de l'oreille

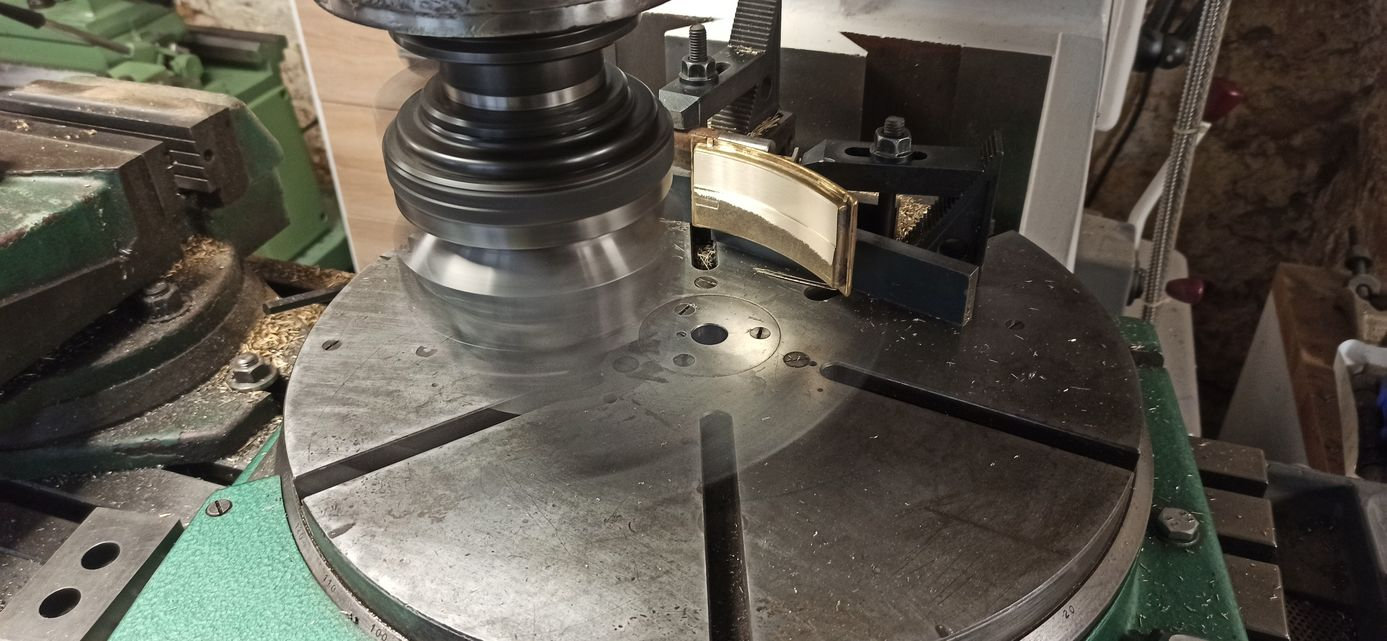
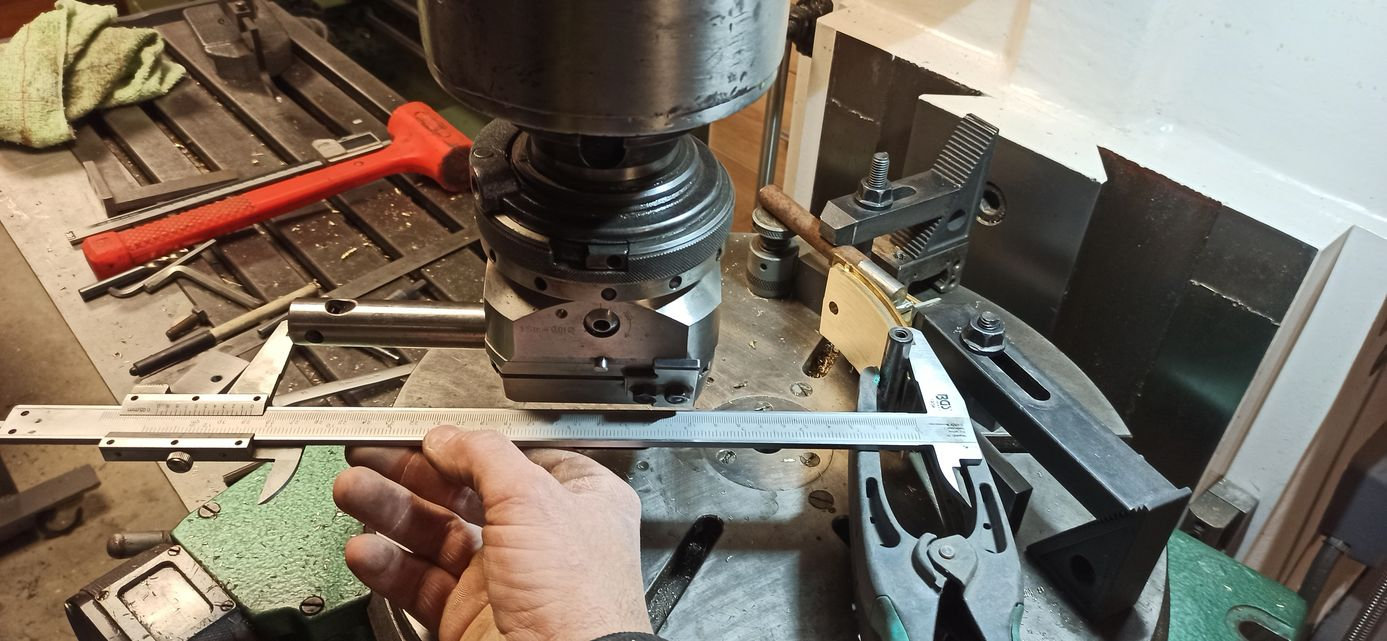
le bossage de chaque côté est fait aussi sur la table tournante

les vagues rayon 17.5 sont faites à la tête à aléser par ce que je n'avais pas de fraise de 35 sous la main.

sciage de la fente de l'oreille

perçage du trou de serrage

l'arrondi est fait en facette et sera fini à la lime.

les deux trous pour la fixation des coussinets bronze

voila du travail précis


les coussinets sont mis au diamètre en les tournant directement sur le corps du coulisseau.
Le support de glissière.


Le brut est fait en fonderie de laiton .

Le modèle en PLA imprimé en 3D est resté au soleil après la coulée et il n'a pas trop aimé , il est compétemment déformé , heureusement que la pièce est coulée

le bridage est fait sur la table tournante simplement par ce que je ne la démonte plus . c'est bien pratique pour dégauchir les pièces biscornues
alésage de la portée de chaudière
contrôle du diamètre d'alésage

perçage des trous de fixation en position broche horizontale


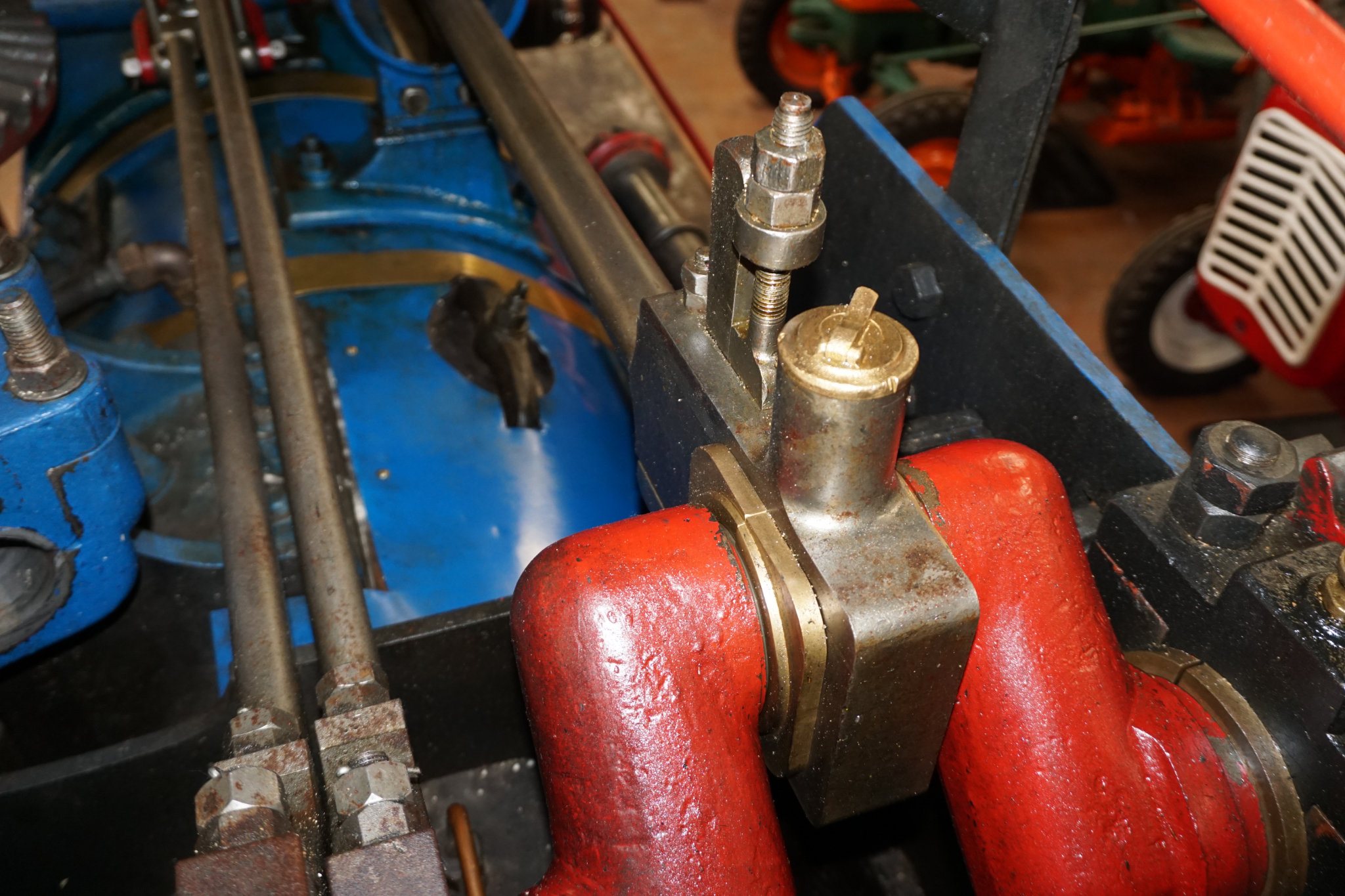
La bielle motrice



corps_de_bielle_motrice__Dessin_v10



la partie centrale qui est conique est tournée entre pointe en décalant la poupée mobile.




Chape de bielle motrice
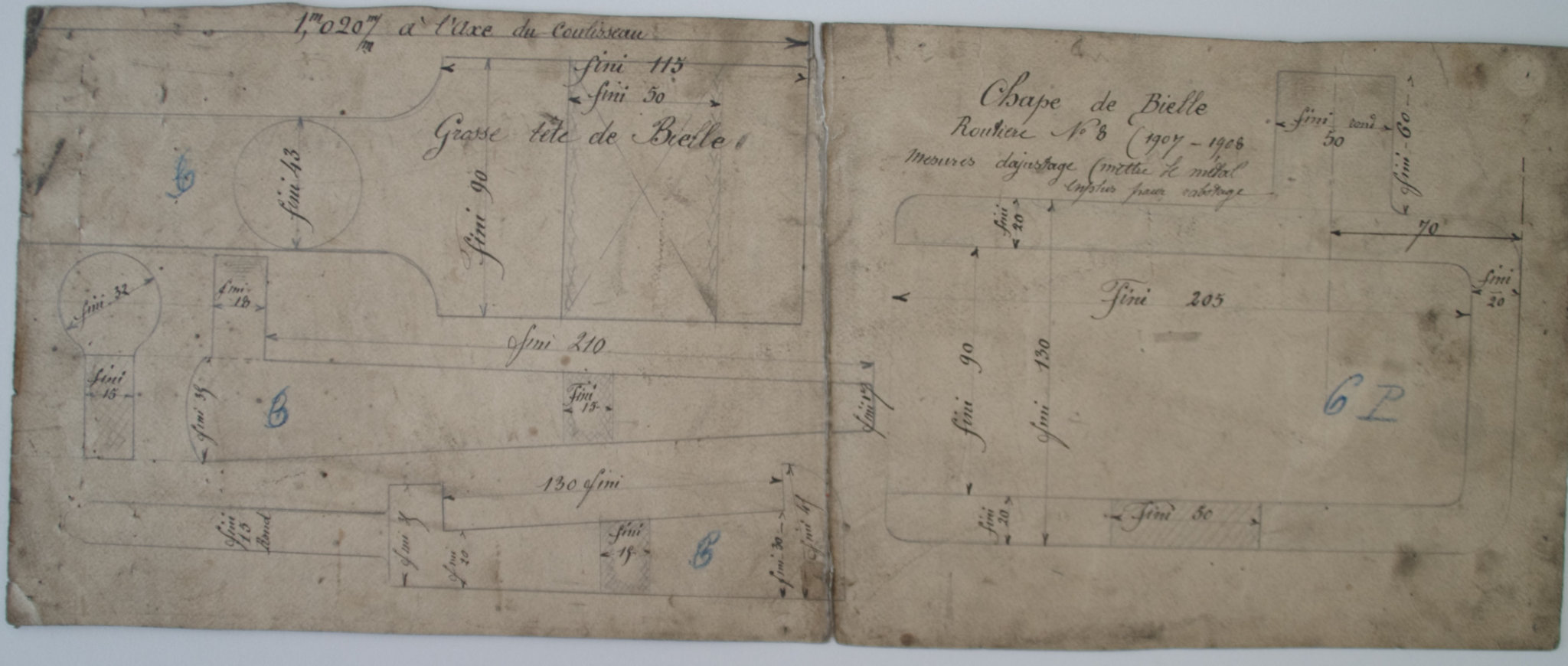
il y a une info intéressante sur ce plan destiné aux forgerons et ajusteurs , c'est qu'il y a eu au moins 6 routières N°8 fabriquées en 1907/1908 car il est inscrit 6 pièces de chaque

chape_bielle_motrice_Dessin_v3

une belle tranche taillée dans du brut de 90x90

comme à mon habitude c'est à l'étau limeur que je fais l'ébauche , j'aime vraiment travailler avec cette machine.

le godet du graisseur est réalisé à la tête à aléser , j'aurai pu faire cette phase au tour en mandrin 4 mors mais je n'en ai pas encore.

perçage et taraudage du godet

j'aime bien faire des copeaux mais il y a des limites , je vais retirer le cœur à la scie

fraisage de l'intérieur de la chape

fraisage de la fente de clavette , la mise au carré se fera à la lime

contre_clavette_bielle_motrice__Dessin_v3




/https%3A%2F%2Fstorage.canalblog.com%2F73%2F81%2F123286%2F128157082_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F79%2F37%2F123286%2F127706563_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F33%2F05%2F123286%2F125278557_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F54%2F41%2F123286%2F124174706_o.jpg)