Je vais maintenant essayer de rendre le piston un peu plus étanche en réalisant les segments et le presse étoupe de la tige de piston .
Le presse étoupe .
Le jet de bronze fait 21 mm de diamètre et je le tourne à 20 mm pour qu'il passe dans la pince .
Il est percé au diamètre 8 mm puis je fais un épaulement de Diamètre 15,9 mm sur 12 mm de long pour le filetage . Une gorge est faite pour avoir un arrêt franc des filets .
Un chanfrein d'entrée et de sortie est fait avec l'outil à fileter .
M16x150 , il y a bien longtemps que je n'avais pas fait de filetage à l'outil sur le tour !
Toujour la même méthode du corp commun aux deux pièces.
Quatre rainures sont faites pour visser le presse étoupe avec une clef à ergot. Je tourne le montage d'un quart de tour pour faire chaque rainure .
Il ne reste plus qu'à séparer les deux pièces .
La pièce est finie et les angles sont cassés .
Vérification du montage de l'ensemble .
Tout est remonté , il restra à mettre une garniture pour l'étanchéité .
Les segments .
C'est dans le même bloc de fonte dans lequel j'ai fais les pistons que je vais réaliser les segments. Je ne sais pas comment tout ce petit monde va réagir dans le temps avec ces mouvements de va et vient mais l'avenir nous le dira .
Un carré de 50 x 50 mm est taillé à la meuleuse et ensuite il est fraisé en facette pour s'approcher le plus possible d'un rond (si j'avais eu du rond de fonte j'aurais gagné du temps mais bon je ne peux m'empêcher de faire du copeau ! )
Ce n'est pas encore bien rond mais cela va le devenir .
La première phase consiste à tourner un diamètre et dresser une face pour la reprise de l'autre côté et j'en profite pour perçer un gros trou alors que la pièce est en prise maximum dans le mandrin.
Voila ce que cela donne .
Retournement de la pièce et tournage du diamètre extérieur à +1 mm puis alésage à 43,1 mm jusquà l'aplomb des mors pour garder une certaine rigidité de la pièce au serrage .
L'usinage s'arrête au fond de l'alésage grace à la butée de débrayage de l'avance .
Le diamètre extérieur est fini à la côte de 45,1 mm mais pas avec l'outil de la photo bien sur .
Chaque pièce est tronçonnée avec l'outil qui est affûté en biais pour que le segment se détache en premier sans faire de bavure .
Je ne fais pas de pub pour un constucteur automobile.
Le segment est fendu à la scie à chantourner munie d'une lame fine .
il faut le manipuler avec délicatesse , il paraît si fragile .
Et pourtant il est d'une élasticité que je ne soupçonnais pas .
Voila les deux segments montés à leur place .
Le diamètre de 45,1 mm des segments les oblige à se plaquer au cylinde de 45 mm . Le mouvement du piston est un peu plus dur mais cela va se roder , il faut choisir entre étanchéité et souplesse .
Après le freinage je vais faire un peut de robinetterie en faisant les purgeurs de cylindre .
Je pars d'un jet de bronze de diamètre 18 mm que je tourne au diamètre 12 de chaque côté .
Tournage d'un congé avec un outil à rayon fait avec une queue de taraud cassé soudée au bout d'un fer carré de 12x12.
La partie centrale de maintien est commune aux deux pièces .
Tournage d'un congé largeur 6 mm.
La partie sphérique est tournée avec l'outil en cage de roulement . Je tourne à 200 t/min car la matière de cet outil n'est pas prévue pour des vitesses de coupes élevées , les ingénieurs de SKF ne conçoivent pas leur roulement pour usiner !
Une chose est sûre , c'est que les sphères sont bien régulières.
Un fraisage en parallèle est fait sur les deux faces des extrémités de la pièce et un plat est usiné sur la partie centrale pour servir de guide au perçage de trous perpendiculaires les un aux autres.
Je perce des trous en bridant la pièce sur la table de la perceuse car les pièces en bronze ont la fâcheuse tendance à grimper le long du forêt puis à tourner avec celui-ci et par la même occasion vous arrache un doigt au passage .
Perçage du trou de 2 mm dans l'axe jusqu'à déboucher dans le second trou.
Reprise pour tourner les congés qui sont dans l'axe du boisseau .
La pièce est sciée et le bout de sphère sera fini à la lime , le raccordement entre les différent congés sera fait à la toile émeri .
Les boisseaux sont cylindriques et tournés dans de l'inox de 6 mm. Le filetage M3 à l'extrémité est fait à la filière .
Le carré est fraisé sur ce montage que je fais tourner d'un quart de tour pour faire chaque face .
La pige centrale qui se loge dans les rainures de la table et permet de garder le même réglage par rapport à l'axe de la pièce à fraiser alors que l'on bouge le montage .
Voici les quatre purgeurs terminés . Le trou du boisseau est percé en place à travers le corps du purgeur sans le faire déboucher pour ne pas rayer l'intérieur du corps en le sortant avec l'inévitable bavure qui se forme en sortie de trou , il est ensuite repris pour le faire déboucher en dehors du corps.
Les vis de maintien des purgeurs sur le cylindre sont faite en inox .
Un carré de 6 mm est fraisé pour le serrage de la vis à la clé .
Les purgeurs en place vue du dessus .
Et là vue du dessous , Le carré de la vis de blocage a été fraisé de nouveau à une hauteur de 2.5 mm pour une question d'esthétique .
L'axe de commande est muni aux deux extrémités d'une empreinte carrée pour l'entraînement des boisseaux de purgeur .
Voici une vue en éclaté d'un ensemble de purgeurs et on voit bien ici que l'axe de commande est réalisé en deux parties qui coulissent pour le montage , ensuite une goupille de 2 mm vient immobiliser le tout .
La rotation est souple et sans dur , c'est l'entraînement par carré qui agit un peut comme un cardant et il est donc plus tolérant en ce qui concerne l'alignement des purgeurs .
Un petit axe est soudé pour le guidage de la biellette de commande .
Le palier de cylindre .
Perçage au diamètre 4 mm d'un rond de 8 mm pour faire une partie du palier de l'axe de commande des purgeurs.
Un plat de 12x4 est fraisé en bout au diamètre 8 mm pour recevoir le tube du palier .
Voici le palier une fois brasé et mis à longueur.
Les deux vis M3 sont un peut grosses mais je viens de casser mon taraud M2.5 et du coups il à été nécessaire de passer au M3 pour finir cet assemblage .
Les deux manivelles de commande en tôle de 2 mm .
Voici l'ensemble brasé .
La grande bielle de commande .
La grande bielle de commande est faite dans du plat de 3x9 que je fraise aux extrémités pour réduire l'épaisseur à 1.5 mm . Un pli est fait à l'endroit où elle est commandée car à cause de ma casse de taraud il a fallu que je bouge le palier et il n'était plus dans l'axe voulu .
Les bielles de commande sont en place .
On voit bien ici le pli de la bielle !
Une vue sur l'amincissement de l'extrémité de la bielle .
Les axes qui guident la bielle sont en opposition , ce qui fait qu'elle tient toute seule sans goupilles d'arrêt , cela ne m'empêchera pas d'en mettre . Ici on est en position purgeurs fermés .
Et là en position purgeurs ouverts .
J'ai brasé un petit axe pour la commande .
Le palier de boite à fumée .
Voici la première étape de fabrication d'un palier pour la commande des purgeurs .Un plat est galbé au diamètre de la chaudière et une chute de cornière est brasée dessus .
Une fois la cornière brasée , le plat est coupé à une longueur assez large pour faciliter le bridage de l'ensemble sur la table de la fraiseuse . Une empreinte de 6 mm est réalisée pour accueillir le rond du palier .
Le rond est brasé puis le perçage qui avait été ébauché à 2,8 mm est fini au diamètre 3 mm . Une aile de la cornière est meulée en biseau pour former un gousset .
Voici le palier en place sur la boite à fumée .
L'axe de commande .
L'axe de commande qui vient de l'abri est fait dans du rond de 3 mm que je plis en Z à une extrémité . Je brase des rondelles de 3 mm qui serviront d'épaulement . Je fais cette brasure sur un morceau d'alu que j'ai percé à 3 mm pour laisser passer l'axe et servir de support à la rondelle sans que celle ci ne se soude avec .Il m'est déjà arrivé que la pièce forme un ensemble bien collé par une coulure de brasure et que du coup tout fini à la poubelle à fer !! Mais avec l'alu il n'y a aucun risque de collage .
L'axe est en place de ce côté .
Les paliers de caisse à charbon .
De l'autre côté l'axe sera guidé par des paliers fixés à même la paroi de la caisse à charbon de droite .Pour les confectionner je pars d'un morceau de laiton de 1,5 mm que je plie dans l'étau à l'aide d'un morceau de rond de 3 mm .
Bien sur je prévois toujours un peu trop large pour avoir de la matière à reprendre en finition .
Fraisage de la largeur du palier en le guidant perpendiculairement avec un rond de 3 mm .
Le palier est monté sur une plaque de base de 1 mm qui écartera l'axe de la paroi de la caisse à charbon pour qu'il ne frotte pas dessus directement .
Les deux paliers sont vissés à travers la paroi de la caisse à charbon.
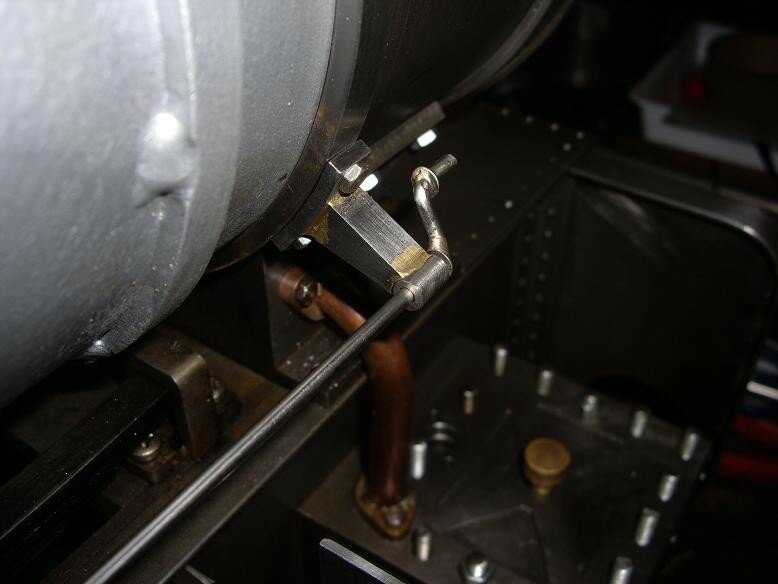
L'axe de commande passe tout juste entre le levier de changement de marche et la caisse .
Il est simplement plié pour former un levier , c'est très rudimentaire mais c'est comme cela sur la grande soeur .
Une grande biellette est faite en plat de 6x3 pour relier le haut et le bas . Voila une autre étape de franchie , je vais pouvoir passer à autre chose .
Voici une vidéo le la commande en fonctionnement .


/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)