/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Scie SERM TUX 250
Encore une nouveauté dans l'atelier ,
une scie SERM modèle TUX 250.
La lame fait 400mm de long ,on peut couper du rond de 250 mm
comme d'habitude tout commence par une annonce.

publié le matin , je prend contact le soir et je file la chercher le lendemain.

Chargement facile



Le déchargement est plus simple que pour l'étaux limeur , je pense que la différence de poids doit y être pour quelque chose.




elle va recevoir un bon coup de nettoyage et le bac à lubrifiant est vidangé ( sacré mélasse à l'intérieur )
 la plaque constructeur est située sur le tendeur de courroie
la plaque constructeur est située sur le tendeur de courroie



Elle est plus propre et est prête pour le service

La vitesse de descente de la lame est réglable par ce bouton.
 Je ne sais pas comment se fait le graissage de cette machine mais il y a sans arrêt de la graisse pas bien propre qui ressue entre les flasque de l'archet. Il ne m'en faut pas plus pour sortir la caisse à outils et dé-boyauter la bête.
Je ne sais pas comment se fait le graissage de cette machine mais il y a sans arrêt de la graisse pas bien propre qui ressue entre les flasque de l'archet. Il ne m'en faut pas plus pour sortir la caisse à outils et dé-boyauter la bête.

Le flasque extérieur est maintenu par trois goujons et derrière il y a l'archet qui est muni de cavités remplies de graisse , celle-ci est un peu usée je pense et je vais donc la remplacer.

Vue sur le vilebrequin

Vue sur la face qui est en contact avec le flasque coté entraînement


Le flasque après nettoyage.

En grattant la peinture de l'archet qui s'ecaille je retrouve les couleurs d'origine de la machine , en effet les scies SERM étaient verte et pas bleu comme celle-ci , ce vert ressemble fort au vert jade de chez Hammérite.

L'archet quand à lui était jaune .

Donc aprés un bon coup de nettoyeur haute pression il va être peint en jaune , la peinture s'arrêtera là , si je m'écoutait je démonterai tout pour la repeindre entièrement mais il faut savoir se limiter ( mais bon je le ferai quand même ! un jour )

La graisse est remplacée par de la nouvelle.


Quatre cartouches de graisse de 400g ont été necessaire pour remplir tous les logement qui servent de réserve .
 Le flasque est remonté et le serrage des trois vis est fait en laissant un jeu suffisant pour le glissement de l'archet.
Le flasque est remonté et le serrage des trois vis est fait en laissant un jeu suffisant pour le glissement de l'archet.

Pendant les premiers moments de fonctionnement le trop plein de graisse s'échappe de la machine , c'était bien la peine d'être aussi gourmande pour en rendre autant !
Un jour le système de descente à cessé de fonctionner , comme je ne sais pas ce qui se passe là dedans il va faloir ouvrir.

Il faut démonter la poulie principale et le galet excentrique pour pouvoir retirer le support du piston de pompe.

La pompe et son support.


Le galet d'exentrique en éclaté , je vais en profiter pour lui donner de la graisse neuve .
 Le piston de pompe.
Le piston de pompe.
Le tube en cuivre sert d'aspiration et de refoulement en liaison avec la boite à clapet.
Le flexible sert de délestage de la pression d'huile , quand le piston est en position haute il découvre une lumière qui donne sur le flexible et laisse passer la pression du vérin vers le piston qui est en phase d'aspiration , du coup l'archet est tiré vers le haut par un gros ressort pendant le recul de la lame .
La vis et la bille servent de purge d'air du piston .

Le système de régulation de la pression d'éffort de coupe est assez simple , le levier comprime plus ou moins un ressort qui pousse une bille qui fait office de soupape de régulation de pression.

La partie en hélice qui est manoeuvrée par le levier rotatif .

Les deux clapets de la pompe.
Je pense que mon problème venait de la bille d'aspiration qui n'était plus tout à fait étanche , je l'ai frappé sur son siège et tout est rentré en ordre .

La bille de réglage de pression et son ressort .
















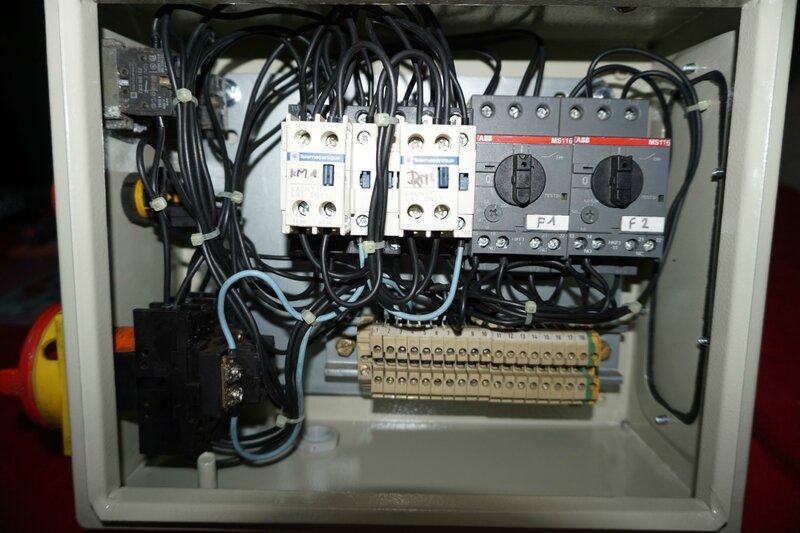 Le moteur est à double enroulement pour les deux vitesses , il y a deux contacteurs à condamnations mécanique et électrique pour pour qu'il n'y ai jamais la possibilité d'envoyer le courant sur les deux enroulements en même temps.
Le moteur est à double enroulement pour les deux vitesses , il y a deux contacteurs à condamnations mécanique et électrique pour pour qu'il n'y ai jamais la possibilité d'envoyer le courant sur les deux enroulements en même temps. Le pupitre est simple avec la sélection de vitesse par interrupteur rotatif , boutons marche et arrêt et bien sûr l'arrêt d'urgence.
Le pupitre est simple avec la sélection de vitesse par interrupteur rotatif , boutons marche et arrêt et bien sûr l'arrêt d'urgence.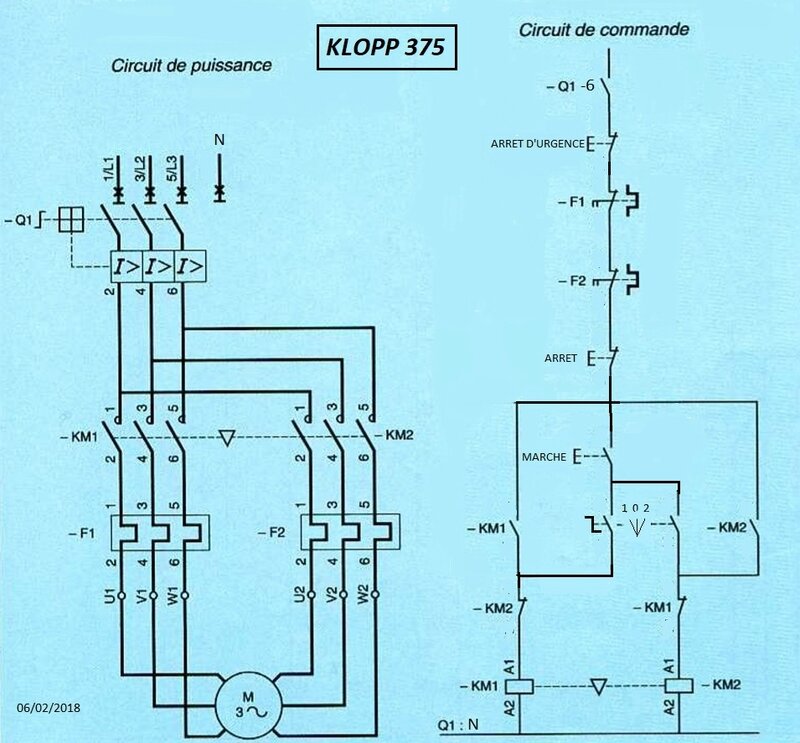















 Entre temps je casse la dalle (plutôt une chape maigre ) de la troisième partie de l'atelier pour décaisser et tout mettre à niveau .
Entre temps je casse la dalle (plutôt une chape maigre ) de la troisième partie de l'atelier pour décaisser et tout mettre à niveau .































 les plaques du tablier sont en tôle de 20mm et pèsent un peu lourd.
les plaques du tablier sont en tôle de 20mm et pèsent un peu lourd.













































 Le levier de boite des avances , on n'a pas beaucoup de choix mais c'est grandement suffisant .
Le levier de boite des avances , on n'a pas beaucoup de choix mais c'est grandement suffisant . Le plateau porte mandrin de 200mm.
Le plateau porte mandrin de 200mm. Il va falloir que je change mes habitudes , la manivelle du traînard est a gauche !
Il va falloir que je change mes habitudes , la manivelle du traînard est a gauche !







 Une semaine après jour pour jour je fais les premiers copeaux , en fait je ne voulais pas le mettre en route avant d'avoir tout vérifié.
Une semaine après jour pour jour je fais les premiers copeaux , en fait je ne voulais pas le mettre en route avant d'avoir tout vérifié. Premiers essais , rond de 80mm en demi dur , outil a charioter a 45° et on y va , passe de 2mm , nickel ..........passe de 4mm , nickel !.........passe de 5mm , le tour commence a causer , j'hésite a prendre plus mais il faut que je sache ce qu'il a dans le ventre , allez 6mm , les copeaux sont tout bleu , on continue 7mm .............il cale , bon maintenant je sais où je peux aller.
Premiers essais , rond de 80mm en demi dur , outil a charioter a 45° et on y va , passe de 2mm , nickel ..........passe de 4mm , nickel !.........passe de 5mm , le tour commence a causer , j'hésite a prendre plus mais il faut que je sache ce qu'il a dans le ventre , allez 6mm , les copeaux sont tout bleu , on continue 7mm .............il cale , bon maintenant je sais où je peux aller.