

/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Le sifflet
Comme c'est bientôt le printemps et que les oiseaux chantent , je vais donner à la loco le pouvoir de siffler elle aussi .

Cliquer sur le plan pour le voir en plus grand .
 en rangeant l'atelier , je suis tombé sur le plan en version papier , il est de 2005
en rangeant l'atelier , je suis tombé sur le plan en version papier , il est de 2005

La partie inférieure du sifflet est tournée dans une chute de bronze de diamètre 20 mm.

Reprise de l'autre côté pour faire l'épaulement qui servira d'assise .

Le rayon est fait à la volée avec l'outil en manoeuvrant les deux manivelles , de toute façon ce n'est que de l'esthétique et c'est la toile émeri qui va fignoler la forme .

Un coup de Miror et ça brille .


La cloche vue du dessus . Le taraudage est fait à 1/4 x 40 pour pouvoir utiliser des écrous de raccords pour le blocage .

Vue sur le biseau qui doit être le plus fin possible .

La pièce centrale est faite en acier . Les trous de distribution de la vapeur font 2 mm de diamètre .

Le passage entre les deux pièces est de 0,4 mm .

Il va falloir que je fignole la partie du haut que je ne trouve pas très esthétique .

Le réglage de la hauteur de la cloche permet d'ajuster la sonorité du sifflet .

Vue sur le raccord conique de l'alimentation .


Deux méplats sont fraisés sur la partie cylindrique de la pièce centrale pour le serrage à la clé.
La commande de sifflet


Vous pouvez cliquer sur les plans pour les agrandir dans une autre fenêtre .

le plan papier de la vanne.

Le corps de la vanne est fait dans un jet de bronze carré de 18x18. Des cales sont placés entre un mors et la pièce pour excentrer la rotation .

Perçage à 5,8 mm pour le taraudage 1/4x40.

Ici c'est l'ébauche du boisseau qui sera brasé sur le corps de la vanne .

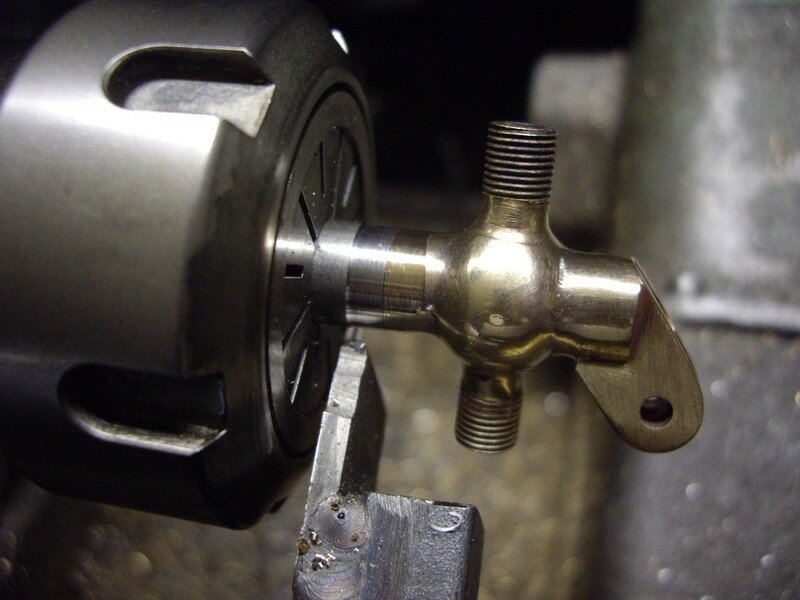
La partie sphérique est faite avec un outil de forme , je préfère l'usinage avec un outil fait avec une cage de roulement à bille mais je n'en avais pas de diamètre 14 mm .

Le raccord entre la partie cylindrique et la partie sphérique est fait avec un outil à rayon.

Perçage de la portée conique et taraudage pour l'écrou de raccordement .

A ce stade il reste un peu d'usinage en perspective.

Les méplats sont fait à la volée sur le lapidaire avec contrôle au pied à coulisse à chaque passe pour vérifier le parallélisme des faces .

Le boisseau est brasé sur un rond pour réaliser l'alésage de diamètre 10 mm qui recevra le corps de la vanne .

Nous voici de nouveau avec le corps de la vanne , il est fraisé à une épaisseur de 10 mm .

Les angles sont tombés et un trou de 3 mm est percé pour l'axe du levier de commande .

Le contour de la chape est tracé et découpé à la scie .

La forme est finie au lapidaire .

L'ouverture de la chape est fraisée avec une fraise de 2,5 mm .

La pièce est pivotée de 90° pour faire l'ouverture de la chape qui se prolonge sur le corps cylindrique .

Le bas de la chape est arrondis pour prolonger le cylindre .

Essai de montage des deux pièces .

L'extérieur de la chape est réduit à une épaisseur de 2 mm , des cales sont placées dans l'ouverture pour éviter qu'elle fléchisse sous les efforts de coupe .

Fraisage du haut de la chape qui se raccorde avec le cylindre .

Le raccord est fini avec ce petit burin fabriqué dans une queue de taraud cassé .

Reprise de l'autre côté du boisseau , c'est cette partie qui sera vissée dans le manifold .

Le corps est percé à 2,9 mm .

Puis un alésoir de 3 mm vient finir la surface et calibrer le trou .

Avant que les deux pièces soient brasées , je pointe l'emplacement du trou d'arrivée de vapeur dans le corps cylindrique .

Ensuite , à main levée , un trou en biais est percé pour arriver dans le pointage fait précédemment. C'est l'oeil qui guide l'angle de perçage .

Préparation des pièces pour la brasure à l'argent .

Après un bon coup de toile émeri et un polissage au miror voici ce que cela donne .

ça tiens dans le creux de la main .

Le bouchon est trourné dans de l'inox de 10 mm , un perçage au forêt à centrer est fait pour y loger le ressort de poussée de la bille .
Une fois que le bouchon est fileté , le corps de la vanne est vissé dessus pour faire une petite reprise de raccord entre les deux pièces .

Une empreinte carré de 6 mm est fraisée à l'arrière du bouchon .


Reprise de la face du carré une fois que le bouchon est scié de la barre .

Le voici en place .

Le poussoir est fait dans du rond d'inox de 3 mm , le bout est tourné à un diamètre de 2 mm .

Trois petites rainures sont faites pour l'étanchéité .

Le levier de commande est fait dans de la tôle de 2,5 mm . Une fois que les encoches sont faites à la fraiseuse et que le trou est percé , le profil extérieur est tracé directement sur la vanne pour que les formes se raccordent harmonieusement .

Le tracé est fait , il faut juste scier et finir la forme au lapidaire .

Voici une vue en éclaté de la vanne .

Et là elle est montée , la portée de la bille a été rodée pour avoir une bonne étanchéité .

Il traînait un morceau de bois d'olivier dans un coin de l'atelier , je n'ai pas pu résister à faire une petite fioriture à la loco .

Un bout est arrondi à la rape pour être serré en pince pour tourner le reste .

La partie qui a été tournée cylindrique est reprise dans la pince et l'usinage de la pièce commence par un tournage au diamère 6,5 mm . Des repères sont tracés pour définir l'axe et les exténités de la pièce .

J'ai sorti les outils de tournage sur bois pour l'occasion .

Ponçage et cirage , et hop c'est tout beau .

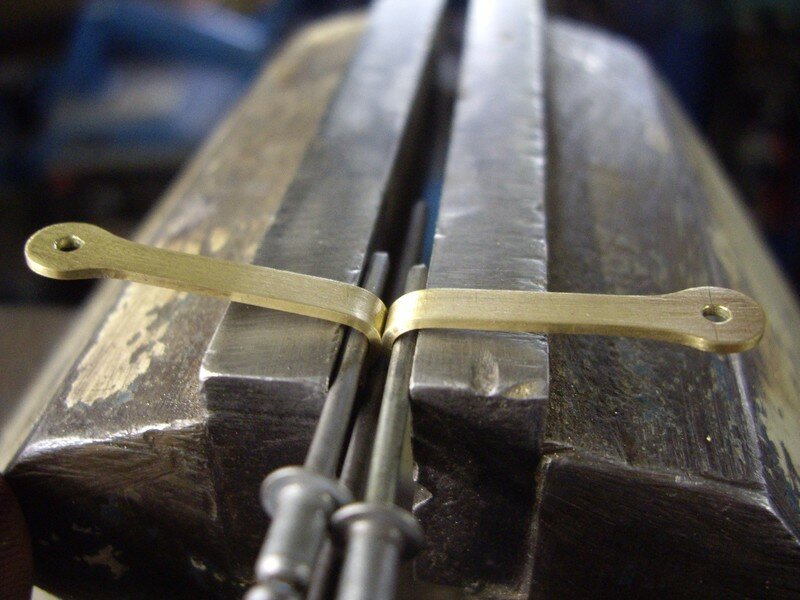
Une barrette de laiton est percée pour faire le support de la poignée .

La partie centrale est amincie et des oeillets sont fait au bout .

Pliage autour d'un rond de 2 mm .
Les ailes sont rabattues de la sorte .

Le reste du pliage de l'étrier est fait à la main , enfin je devrais plutôt dire aux doigts .

Des rivets de 2 mm fixeront la poignée .

Un petit anneau à maille carrée est fait pour fixer la poignée sur la commade du sifflet .

Tuuut tuuuuuut , je m'y vois déjà .


Je viens de recevoir un accessoire très utile dans un atelier , fini les déplacements fastidieux et surtout on y gagne en sécurité . Je l'ai eu sur internet , c'est du beau matériel et si cela intéresse quelqu'un je peux lui fournir le nom du distributeur.

Ce n'est plus vous qui vous adaptez à la position de travail mais c'est la position de travail qui s'adapte à vous , ce n'est pas rien .


