

/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
La ponpe à eau manuelle.
Comme je ne suis pas certain de savoir utiliser l'injecteur dans toutes les circonstances , je me lance dans la réalisation d'une pompe à eau pour plus de sécurité quand au niveau d'eau dans la chaudière .

Le piston est tourné au diamètre 15 mm dans un rond de titane , je n'ai pas choisi cette matière pour ses qualités mécanique mais tout simplement par ce que je n'avais pas d'inox sous la main et il fallait bien que je fasse quelque chose de cette chute de métal léger et très dur . En fin de compte ça ne se tourne pas top mal et l'état de surface est correct . Deux gorges sont faites pour des joints toriques de 11x2 .

Le corps de la pompe est fait dans du bronze de 20 mm alésé à 15mm sur une profondeur de 40 mm avec un alésoir. L'extrémité est fileté au pas de 0,9 mm pour recevoir le presse étoupe .

Un grugeage est fraisé sur le corps pour accueillir la boite à clapets .

Le presse étoupe en cours de filetage . Il est prévu d'y loger un joint torique de 15x2 .

La cote finale d'usinage du filet se fait par rapport au filetage du corps .

La boite à clapets est tournée au diamètre 12 mm dans sa partie centrale pour épouser la forme du grugeage du corps . Les extrémités sont taraudées à 1/8 gaz pour laisser entrer les billes inox de 6,35 mm .

Les deux pièces avant brasure .

Maintenant que les deux pièces sont solidaires je peux contre percer le tou dans la boite à clapets .

Les bouchons sont filetés ensemble et seront séparés par un coup de scie par la suite . Comme cela pas besoin de faire deux réglages pour le filetage .

Le bouchon de gauche sert de portée pour la bille .

Les mêmes montés .

Les joints sont en place .

Une sortie filetée sera brasée sur le haut de la boite à clapets pour le refoulement .

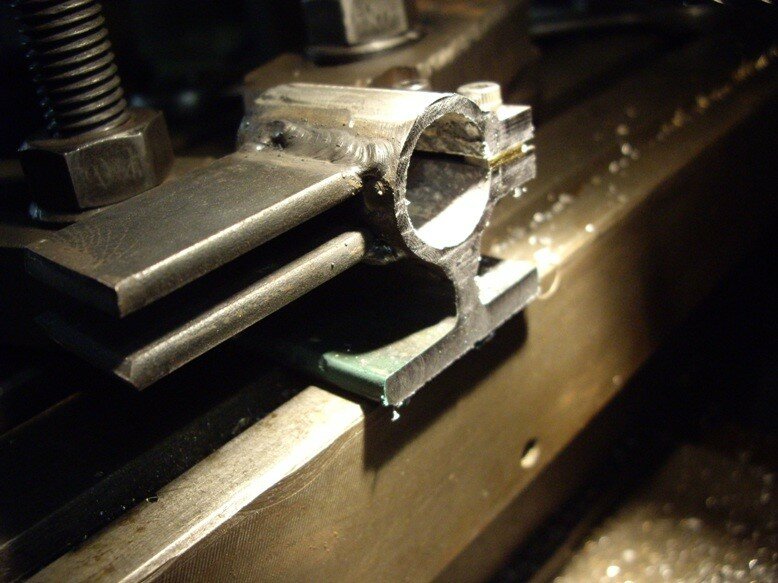
Le support de pompe est fait en acier et bloquera le corps avec une bague fendue . Pour faire la bague je prends un morceau de tube 21x27 que je fends et resserre un peu pour qu'il fasse 19.5 mm intérieur . Les ailes de serrage sont faites en plat de 5x10 percé et taraudé à M4 . Elles sont maintenues avec un entrefer pour avoir le bon écart lors de la soudure .

Le tube était galvanisé et il se forme une sorte de mousse à l'intérieur pendant la soudure .
Il ne faut surtout pas respirer les vapeurs qui se dégagent pendant la soudure de pièces galvanisées (vapeurs d'un goût fruité ) elles provoquent la fiève du fondeur et je peux vous dire que l'on passe un mauvais quart d'heure pour y avoir gouté une fois .

Toutes les pièces soudées sont trop longues et seront fraisées à la bonne dimension par la suite .
L'allure est meilleure après fraisage .

Le trou de la bague est calibré au diamètre 20 mm.

Essai de montage et de l'efficacité du serrage .

La partie de droite du support est tirée d'un morceau de fer à Té de 40 .

Le piston est fraisé et percé du côté du levier de commande .

Le levier de commande est fait dans un morceau de tube inox de 12x17 que j'ai applati à un bout pour former une chape . Une autre chape est soudée pour la tige de rappel .


La course du piston est de 20 mm ce qui fait 3,5 cm3 à chaque coup de pompe .

La commande de la pompe est accessible par la trappe qui est dans le plancher de l'abri . Provisoirement je raccorde cette pompe sur la petite chapelle d'introduction , par la suite elle sera reliée à une chapelle située sur le haut de la chaudière de façon à ce que l'eau injectée passe à travers la vapeur .

Voila , comme cela cette grosse pompe disgracieuse est bien dissimulée dans le châssis .

L'axe de commande du frein est retiré sur cette photo mais tout ce petit monde passe juste au niveau de l'encombrement .
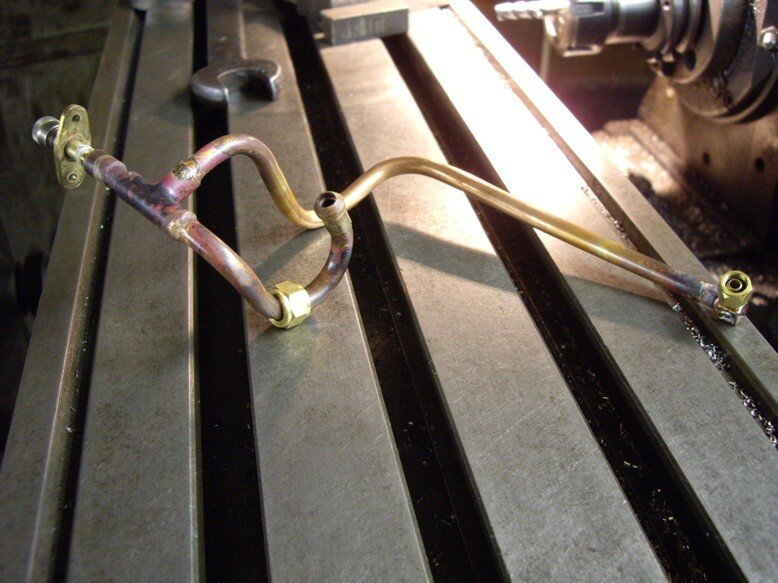
J'ai fais un piquage sur la canalisation d'arrivée d'eau pour alimenter la pompe.



/https%3A%2F%2Fstorage.canalblog.com%2F73%2F81%2F123286%2F128157082_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F79%2F37%2F123286%2F127706563_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F33%2F05%2F123286%2F125278557_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F76%2F36%2F123286%2F125150576_o.jpg)