

/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
1 La chaudière ,
ou la réalisation de l'appareil évaporatoire .
Nous sommes au mois d'octobre et les premiers signes de l'hiver commencent à pointer le bout de leur nez.
Je trouve que c'est le bon moment de fabriquer la chaudière , comme cela s'il fait froid dans l'atelier je pourrai faire une petite flambée.
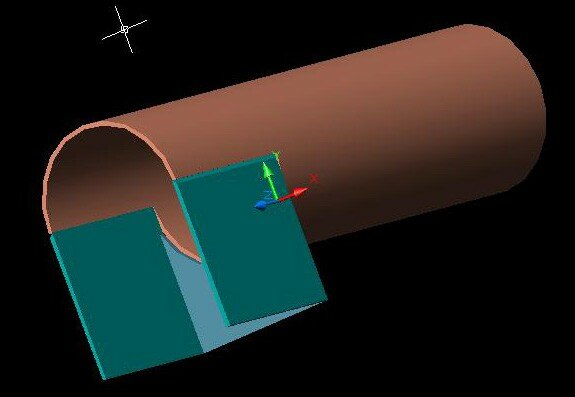
Le plan donne un tube de diamètre 164 mais je n'en ai pas trouvé , je vais donc faire avec ce que j'ai. Il s'agit d'un tube sans soudure tarif 10 de diamètre 168.4 , c'est la raison pour laquelle j'ai refait les plans en DAO avec ces nouvelles dimensions .

Le tube fait 500 mm de long et les découpes ont été faites à la scie sauteuse tout bêtement car ma meuleuse était HS à ce moment là, autrement je m'en serais donné à coeur-joie à gros coups d'étincelles .

Les flancs sont chanfreinés pour la soudure de raccordement avec le corps cylindrique.

Ici c'est un montage à blanc pour vérifier le bon assemblage des différentes pièces. Toutes les zones qui vont être soudées sont soigneusement meulées pour éviter les problèmes de soudure due à la peinture ou la rouille .

Traçage des axes des entretoises au trusquin.

Perçages des deux flancs en même temps . Je commence par des trous de 4 pour garantir de positionnement ensuite je perce à 8 mm .

Le foyer est fait dans de la tôle P265GH ( ex: A42CP ) de 5 mm qui est pliée à chaud avec cette plieuse de fortune et une bonne paire de gants .

C'est le flanc qui sert de gabarit pour le perçage du foyer .

Voila les pièces percées . Le foyer est un peut trop long en bas et sera coupé à la bonne longueur , j'avais prévu une sur-longueur à cause de la méthode de pliage artisanale .

Chanfreinage pour la soudure des entretoises .

Idem dans le foyer avec une rallonge d'outil qu'il faut démonter à chaque trous.

Les tubes à fumée sont tracés à la bonne longueur ensuite coupés à la scie et dressés au tour .

Pour voir la bonne longueur il faut juste suivre le tracé qui apparaît clairement en rotation.

La série des 18 tubes 12/17 sans soudure est prête .

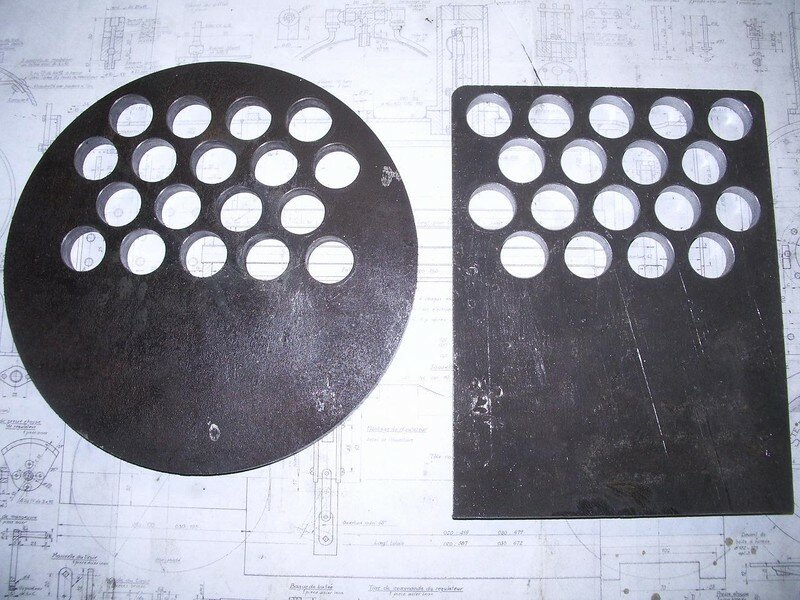
perçage des plaques tubulaire à 17,4 mm . Elles sont en P265GH épaisseur 8 mm .

La virole du bouchon de ciel de foyer avant soudure côté eau.

soudure des cinq plaques de renfort du ciel de foyer.

Réalisation de petits bouchons coniques dit "bite de chien" pour éviter l'effet de souffle pendant la soudure des tubes .

Les tubes font précisément 17.2 mm de diamètre et je les évase un peut au bout pour qu'ils forcent dans les trous de 17.4 et qu'ils tiennent dans la plaque tubulaire en position verticale .


le cône à évaser est fait avec une cheville métallique qui traînait dans le bac à vis.

tous les tubes sont emmanchés légèrement dur côté foyer . Les deux plaques tubulaires sont pointées sur une chute de tube carré de 100 de façon à ce que tout soit bien en position pour la soudure des tubes .

Les bouchons côté boite à fumée.

Le montage est mis en position verticale et nous sommes prêts pour la scéance de soudure.

La zone de soudure est bien décapée pour éviter les défauts ou les inclusions .


c'est toujours avec le même soin que je nettoie la zone de soudure à chaque tube avec la brosse métallique et la pointe à tracer pour les petits recoins .

ça y est les 18 tubes sont soudés côté foyer. Je me sens à moitié soulagé car c'est une étape que je redoutais dans la réalisation de la chaudière , bon à moitié car il faut faire l'autre plaque ....
Contrôle des soudures par ressuage .
Pour m'assurer que les soudures du faisceau tubulaire sont étanches je fais un contrôle par ressuage.
Le contrôle par ressuage permet de détecter des défauts de compacité, parfois très fins, débouchants en surface et non obstrués (fissures, porosités, replis, manque de liaison) sur des matériaux métalliques non poreux et non absorbants.
Ce contrôle est réalisé à l'aide de produits (les pénétrants) à très faible tension superficielle qui pénètrent par capillarité dans les défauts débouchants en surface.
Après élimination de l'excès de pénétrant sur la surface des pièces, l'apparition visuelle des défauts est réalisée par l'application d'un révélateur en une fine couche de poudre constituée de microscopiques tubes capillaires qui pompent le pénétrant retenu dans les discontinuités des défauts.


Application à la bombe du pénétrant , il faut le laisser agir pendant 30 minutes puis laver à l'eau pour retirer tout le produit , bien sécher la pièce à l'air comprimé par exemple.


Application du révélateur .

Il faut juste regarder s'il se forme des taches violettes. Dans le cas présent il n'y en a pas donc les soudures sont étanches .

Avant d'entreprendre la soudure en vraie je me suis exercé sur une fausse plaque tubulaire munie de chutes de tubes , c'était juste pour acquérir le coups de main circulaire et vérifier les réglages du poste à souder . j'ai fais une coupe dans ce martyr et on voit bien le jour entre la plaque et le tube et la forme du cordon de soudure .

Cette plaque ne sera pas soudée dans la chaudière ....... en fait je viens de la trouver sur une brocante par le plus beau des hasards. Sur la photo elle parait jaune mais elle est en aluminium , je pense que c'est une copie car les vraies étaient en bronze et celle-ci est un peut trop belle pour avoir séjourné sur une loco à vapeur , enfin si quelqu'un a des infos ====> romubricoltout@yahoo.fr

Bon , revenons à nos soudures , pour éviter que le bout de l'électrode tremble trop et avoir une meilleur précision dans la soudure je coupe les baguette en deux , une moitié pour deux tubes.

Maintenant les bouchons sont posés côté foyer.

Et voila le faisceau tubulaire soudé.
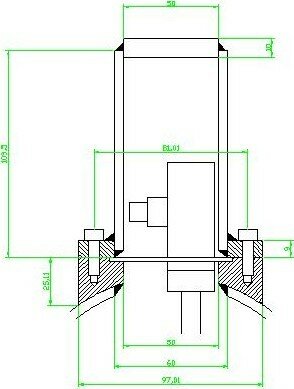

Le régulateur sera fait avec une vanne quart de tour , il est donc nécessaire de modifier quelque peux les plans du dôme pour que cette dernière prenne place à l'intérieur .

La virole qui est soudée sur le corps cylindrique de la chaudière est réalisée dans une bride épaisseur 25 mm .

Ici je fais un petit épaulement pour la fixation de la plaque support du régulateur.

Je fais un petit gabarit de perçage pour la virole et le dôme. Il s'agit simplement d'une plaque alésée sur 1 mm de profondeur au diamètre extérieur des deux pièces . La plaque est maintenue par un mandrin magnétique .

Pointage des trous dans le gabarit .

La virole est pincée en place dans le gabarit pendant le pointage des trous .

Il reste à percer au diamètre 5 pour taraudage M6 .

Les taraudages sont fait.

Je passe maintenant à l'usinage de la bride du dôme, le diamètre intérieur est ajusté au diamètre du tube et la face est blanchie pour la soudure .

Le tube est en "tarif 3" sans soudure de diamètre 60.3 mm .

La soudure inférieure est faite dans l'angle laissé entre le tube et la bride .

La soudure supérieure est sympa à réaliser d'une seule traite, bon exercice de style .

Pour reprendre le dôme mécano-soudé il a été nécessaire de fabriquer une pointe tournante à trois touches réglables .

Dressage de la face et tournage du diamètre avec un outil à droite .

Dressage de l'autre face avec un outil à gauche.

En fait il s'agit d'un seul outil , mixte et économique ===> un seul corps , deux plaquettes brasées à l'argent .

C'est le même gabarit qui sert au pointage des trous .
La vidéo du tournage .
Le grugeage de la virolle .

La virole est vissée sur le gabarit de perçage qui sert maintenant de montage d'usinage . c'est l'outil qui avait servi à la réalisation de la selle de chaudière et la cheminée qui reprend du service.
Avec une histoire comme celle là , j'ai encore retrouvé une pelle de copeaux au bout de l'atelier et rien dans le bac de la fraiseuse !

Le grugeage est réalisé en deux fois en retournant la pièce , l'outil à aléser n'est pas assez long .

Il ne manque plus qu'un joli cordon de soudure .

Pour tomber le trou de diamètre 60 mm je traçe un cercle au compas et je pointe une couronne de trous tangents .

Voila les trous percés , je ne sais pas comment je m'y prends mais à chaque fois ça part de travers , il y a des trous qui dévient vers l'autre et de l'autre côté nous avons un pont de matière. Je n'aime pas cette façon de faire mais faute de trépan on fait avec.

Finition à la meuleuse droite . je suis le roi du pétrole avec ma nouvelle visière , c'est quand même agréable de ne plus se prendre des pétillons au visage .

La peinture est poncée ,toujours pour des questions de qualité de la soudure.

Je cale la chaudière horizontalement dans l'étau de façon à pouvoir positionner la virole du dôme correctement .

La virole est bien positionnée , il faut juste la pointer par quelques points de soudure .

Le laitier se lève tout seul , c'est bon signe.

Voila la virole soudée à l'extérieur , il reste à faire la soudure intérieure , ce n'est pas la plus simple.

Le bouchon du dôme est réalisé dans un disque épaisseur 8 mm d'un diamètre supérieur au diamètre du tube pour que la soudure soit faite dans l'angle.

L'ensemble est bridé énergiquement pendant la soudure .

ça ne se voit pas sur l'image mais il y a une soudure à l'intérieur et tout au fond du dôme qui m'a donné du fil à retordre . Elle ne sert à rien très certainement mais il fallait que je la fasse pour avoir l'esprit tranquille .

Tournage de la virole qui sert à la fixation du tube à vapeur d'alimentation des cylindres .

Maintien en place par une vis à travers le trous de la plaque tubulaire .

Et hop , encore un cordon , c'est la foire à l'électrode de 3.15

Entre deux soudures , pour changer , je fais les entretoise du foyer dans de l'étiré de 8 mm.

Elles sont mises en place en frappant légèrement dessus au marteau , le perçage est juste à 8 mm. Je vais placer la plaque extérieure comme guide de l'autre côté.

L'électrode est tordue pour avoir le meilleur angle de soudure dans cet espace réduit.

Pour avoir une bonne pénétration de la soudure sur des entretoises j'ai poussé un peut l'intensité à 108 A au lieu de 100 A habituellement avec ces baguettes. J'ai oublié de dire que je soude en polarité négative c'est à dire que le moins est branché au porte électrode et cela pour avoir plus de pénétration .

Bien sûr une tôle qui subit l'agression de cinquante points de retrait du même côté ne peut que se tordre , il faudra donc la redresser.

Un petit calage dans l'étau , on serre et le tour est joué .

Pointage du foyer sur la plaque tubulaire .

J'adore ça , quand on lève la cagoule et que l'on constate cela on est assuré de la réussite de la soudure .

Le verdict du laitier ne ment pas .




La paroi arrière du foyer et le cadre du gueulard . Les chanfreins sont réalisés à la meuleuse droite et sont toujours là pour la péné .

Pointage du cadre sur la plaque avant soudure définitive .




/https%3A%2F%2Fstorage.canalblog.com%2F73%2F81%2F123286%2F128157082_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F79%2F37%2F123286%2F127706563_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F33%2F05%2F123286%2F125278557_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F76%2F36%2F123286%2F125150576_o.jpg)