/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Les caisses à eau

Les flancs de côté sont mis en forme ensembles.

Il faut retirer la bavure après chaque usinage pour avoir une bonne assise de la pièce quand on fait un autre côté et tout ça sans bouger les pièces les unes par rapport aux autres , c'est important pour avoir les quatre pièces identiques. Pour cela je bride le paquet sur un coin de la table et je passe un coup de pière à huile ( genre pièrre INDIA ) sur la bavure , c'est moins agressif que la lime .

Toujours en paquet , je finis le rayon à la lime .

Voila les quatre flancs des caisses à eau terminés et identiques .

Les tôles du dessus et des extrémités sont usinées aussi ensembles pour avoir une largeur identiques , on passe peut être du temps à préparer les pièces le plus précis possible mais c'est du temps de gagné ensuite lors de l'assemblage .

Les cornières du dessus sont en tôle profilé à froid de chez brico-truc et font 10x10 , les coupes d'onglet sont faites au lapidaire .Avec un rivet tout les 8 mm sur les caisses à eau , je sens que ça va être une belle partie de plaisir .

J'en profite pour donner un petit coup de jeune au pointeau , pour cela je le serre dans le mandrin de la perceuse portative et le fais tourner sur la meule en rotation , de cette façon il est bien cônique.

Les premiers trous sont fait dans les cornières .

Ensuite une cornière sert de gabarit pour le perçage des flancs de caisse .

Puis le premier flanc sert à son tour de gabarit pour les autres .

Et voila le travail .

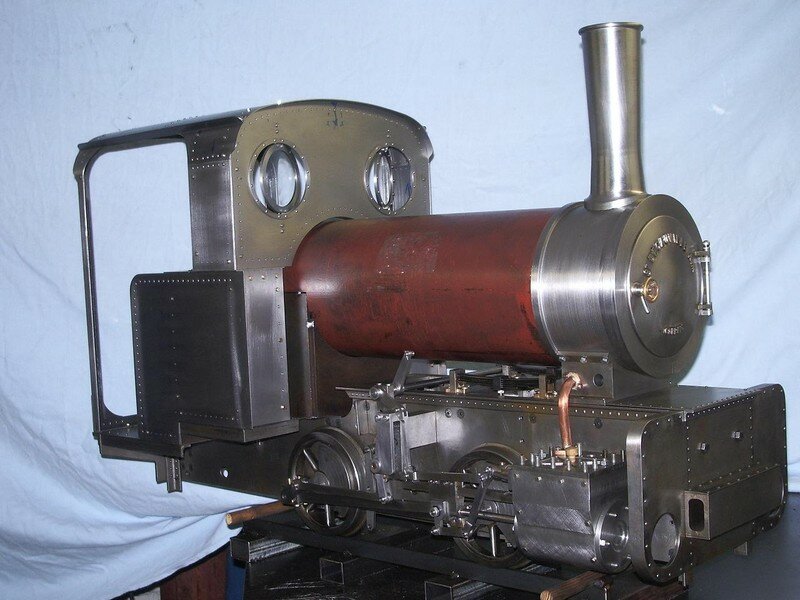
Une petit mise en place à blanc pour voir la nouvelle silhouette de la loco .

Bon , maintenant il faut contre-percer toutes les tôles et les cornières, le plus compliqué dans l'affaire est de bien placer les pièces les unes par rapport aux autres après il suffit de suivre les trous .

Le plis de la tôle du fond est fait avec avec une plieuse qui est au top de la technologie moderne .

J'ai pris un rond de 18 mm mais en faisant un éssai sur une chûte je me suis rendu compte qu'il fallait du rond de 19 mm pour avoir le rayon voulu , alors j'ai intercalé une chute de tôle de 0.5 mm entre le rond et la pièce .

Le résultat est bon et identique sur les deux pièces .

Le fond est fait un peu plus long de façon à pouvoir l'ajuster après le pliage .




Encore un aperçu de la loco avec sa caisse à eau , je ne sais toujours pas si je vais les faire fonctionnelles avec une double peau pour les problèmes évidents de corrosion .

Le fond est mis à longueur en suivant le tracé pris sur la caisse.


c'est presque ça , bon il y a encore du boulot .

Les goussets de support de caisse à eau sont réalisés en tôle de 2 mm .


Ce sont deux cornières de 10x10 qui seront vissées aux caisses .



Une fois tous les trous percés je peux passer au rivetage des cornières sur les tôles.

Je commence par la cornière du haut sur laquelle il y a des rivets avec les deux faces visibles .

Le reste des cornières est fixé aux tôles de flancs .

Je fais l'ouverture de remplissage des caisses à eau dans une rondelle de diamètre 45 et épaisseur 10 mm . La première phase est l'usinage du diamètre intérieur.


Ensuite vient le tournage du diamètre extérieur , je fais un petit épaulement de 2 mm de long qui va servir de butée pour la fixation de cette pièce sur la tôle de dessus de la caisse .

Les voila finies , les angles sont arrondis pour l'esthétique.

Je trace un cercle de diamètre 44 mm au compas à pointe sèches .

L'ouverture sera découpée avec la scie à chantourner.

Vingt minutes plus tard et une lame en moins , voici l'ouverture prête à être finie à la lime pour pouvoir accueillir le tube .

Le tube est serti par des coups de pointeau . je préfère ne pas faire de brasure à cet endroit de crainte de déformer la tôle .

La jointure est belle et cela tient bien .

Comme la tôle du dessus est terminée je peux la riveter sur les flancs .